


聯(lián)系我們

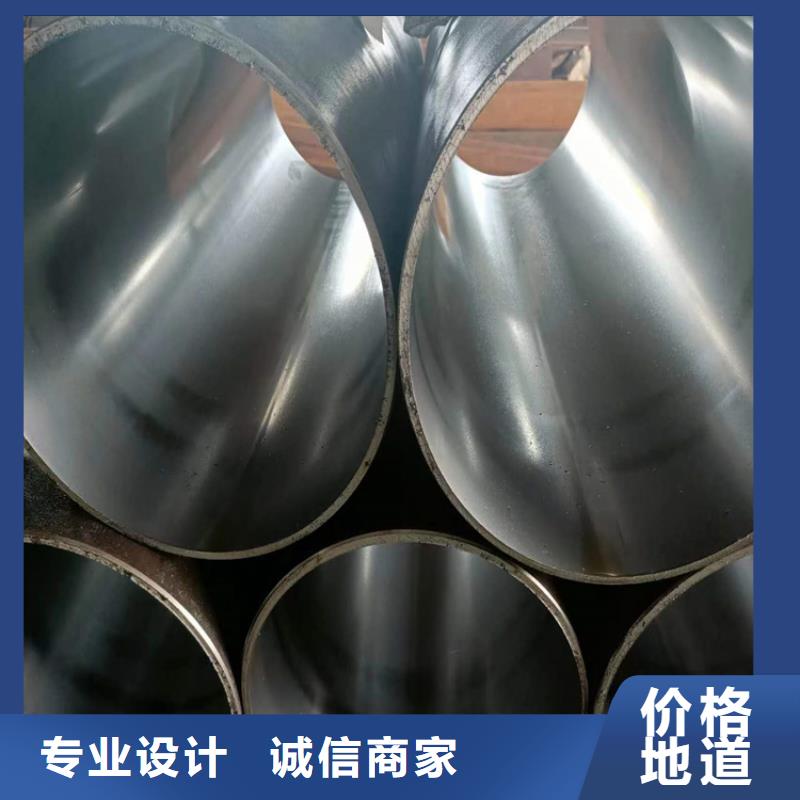
珩磨汽缸管
更新時間:2025-01-10 20:45:24 瀏覽次數(shù):2 公司名稱:聊城 安達液壓機械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級 | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產(chǎn)品顏色 | 金屬色 |
| 適用領(lǐng)域 | 油缸 機械加工 |
| 是否進口 | 否 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |

江蘇省南通江蘇省南通珩磨汽缸管
<南通>九冶管業(yè)有限公司

拋光一般是用軟質(zhì)的拋光輪,比如絲綢。或者圓盤型的拋光盤加上拋光膏,就是一種很細(xì)的磨料,對工進行精細(xì)加工,可以得到高的表面光潔度。但它在加工時無剛性基準(zhǔn)面,因此不能形位誤差。可以對不規(guī)則表面進行拋光。珩磨是一種高精度磨削加工。不光對孔,在淬硬齒面上也可以進行,比如“珩齒”加工。但加工孔比較多見。比如發(fā)動機缸體的加工。它使用組合磨具,安裝在浮動夾具上,可以微量的自我調(diào)節(jié),因此可以適應(yīng)孔的形狀誤差。因此它也不能孔的形位誤差。薄壁氣缸管生產(chǎn)廠所謂調(diào)質(zhì)一般是指含碳量在0.3-0.6%的中碳鋼.一般用這類絎磨管制作的零件要求具有很好的綜合機械性能即在保持較高的強度的同時又具有很好的塑性和韌性人們往往使用調(diào)制處理來達到這個目的所以人們習(xí)慣上就把這一類絎磨管稱作調(diào)質(zhì)鋼絎磨管調(diào)質(zhì)與不調(diào)質(zhì)的區(qū)分 45#絎磨管的調(diào)質(zhì)處理是熱處理的一種工藝是指絎磨管在淬火后加高溫回火.目的是使調(diào)質(zhì)后的零件具有優(yōu)良的綜合機械性能.關(guān)于調(diào)制處理工藝的加溫時間保溫時間冷卻速度冷卻介質(zhì)等要看具體的材料具體零件的技術(shù)要求來決定
鋼市上演了一小波反彈行情,累計持續(xù)兩周左右。以上海市場為例,大口徑絎磨管現(xiàn)貨價格從3600元/噸漲至3760元/噸,上漲160元/噸,同一時間內(nèi)北京市場僅反彈100元/噸。這反映出行情仍受需求預(yù)期驅(qū)動較強,心理因素起到了一定推動作用45#絎磨管滾壓工藝光潔度是效的 油缸是工程機械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時間上對比:磨削缸體1米大概在1-2天的時間,滾壓缸體1米大概在10-30分鐘的時間。投入對比:磨床或絎磨機(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是的,能大大提高缸筒的表面質(zhì)量。
 <南通>九冶管業(yè)有限公司
江蘇省南通江蘇省南通珩磨汽缸管
<南通>九冶管業(yè)有限公司
江蘇省南通江蘇省南通珩磨汽缸管