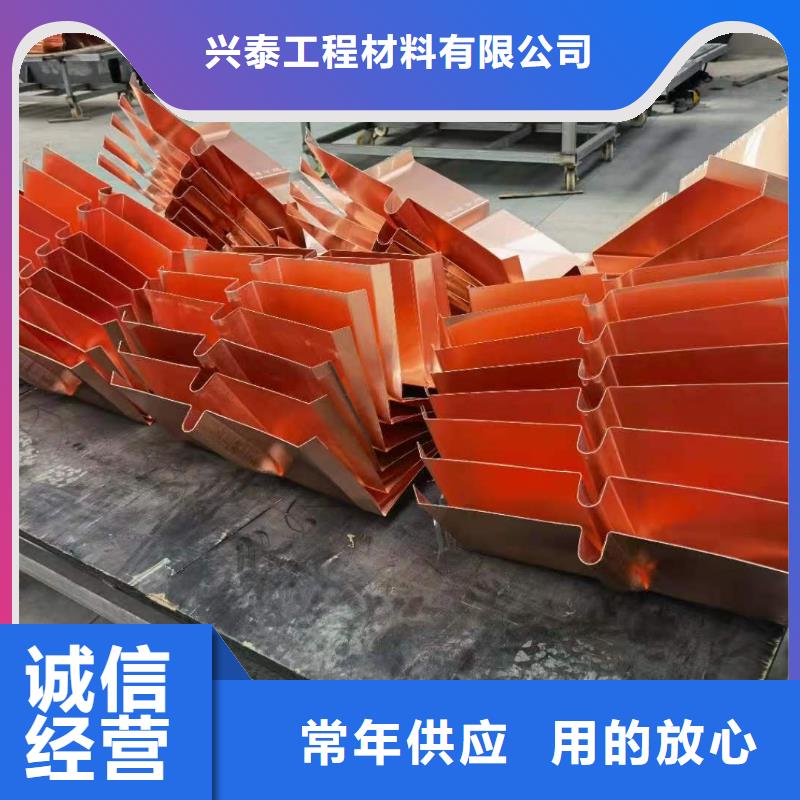

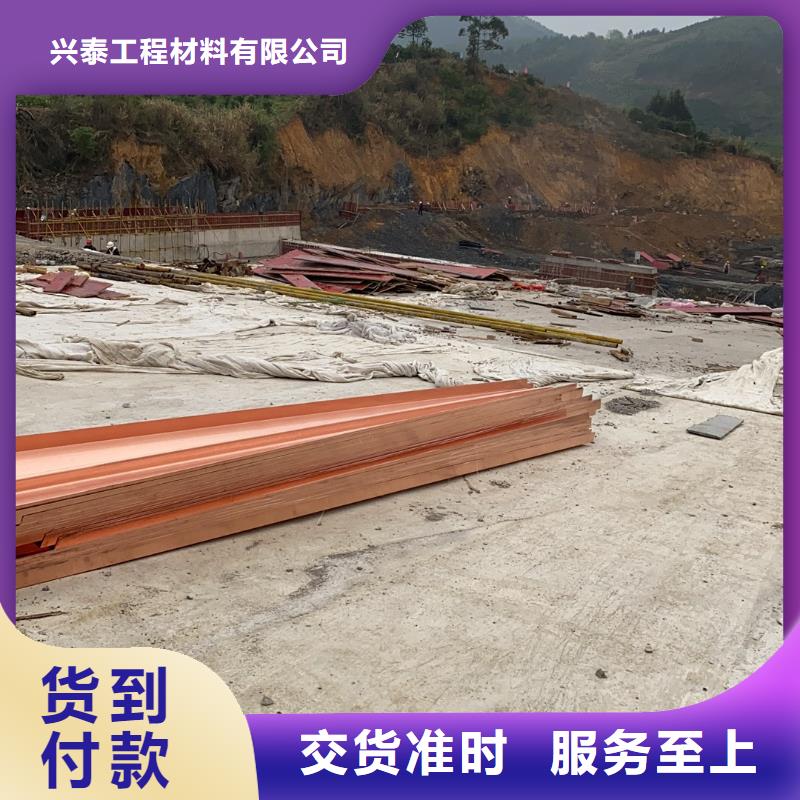
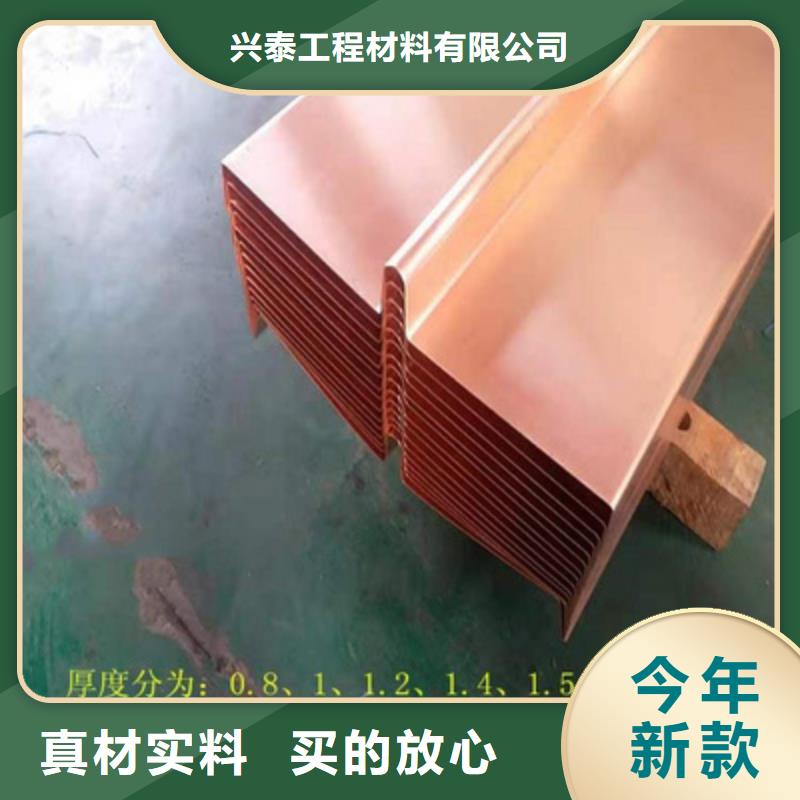
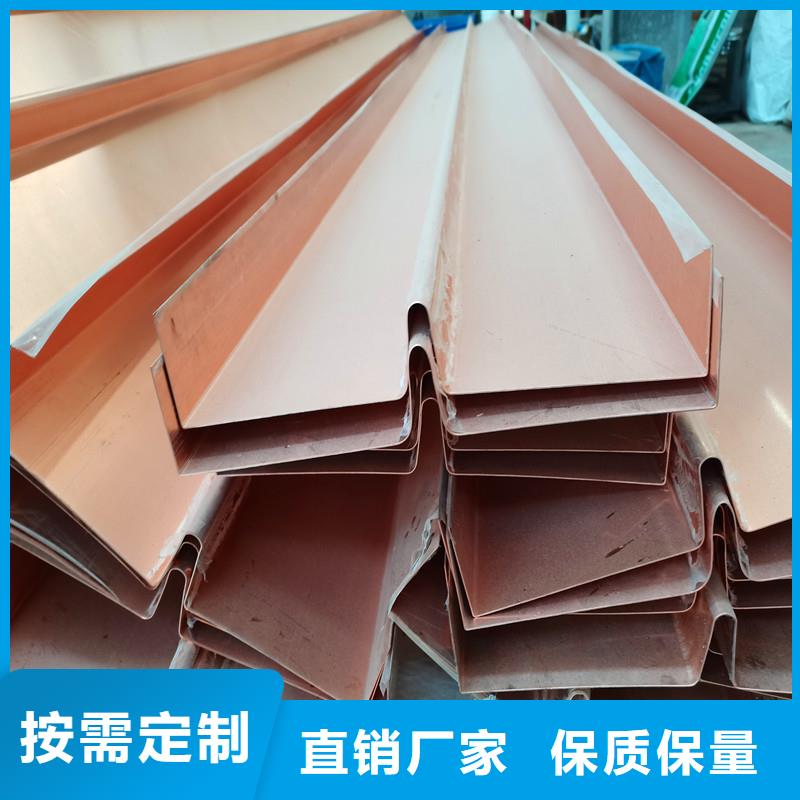



銅止水片(是由紫銅或純銅生產加工而成),南通銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。 其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據(jù)必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。 需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。 1.火苗的引燃 焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節(jié)閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節(jié)閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節(jié)閥門,隨后再開乙炔氣體調節(jié)閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現(xiàn)事故。(留意)一開始打火時,很有可能發(fā)生持續(xù)”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發(fā)生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節(jié)閥調小。




<南通>興泰工程材料有限公司是專業(yè)從事南通生產的企業(yè)。我公司各種設備齊全,技術力量雄厚,產品主要有:南通系列等。我廠具有研發(fā)高新精產品和批量生產的優(yōu)越條件及強大優(yōu)勢,能滿足用戶的各種需求。公司自創(chuàng)建以來,本著誠實信用原則,與多家客戶建立了長期的合作關系,現(xiàn)在我公司正進一步加強員工技術培訓,提高的技術水平,把高科技注入產品,爭取產品更優(yōu)質,更實惠。 我廠已有開發(fā)研制各類南通的多年專業(yè)歷史,經驗豐富,具有研發(fā)高新精產品和批量生產的優(yōu)越條件及強大優(yōu)勢,能滿足用戶的各種需求。公司有豐富的制造經驗和雄厚的技術力量,檢測手段完善、品種規(guī)格齊全、質量穩(wěn)定可靠。公司自創(chuàng)建以來,產品銷售至全國各地,深受新老客戶的青瞇。總經理攜全體員工熱忱歡迎國內外客戶的到來,真誠合作、共圖發(fā)展!


