

聯系我們

- 硅芯管和pe管的區別售后完善
- 橋梁防撞立柱施工隊伍
- 2025歡迎訪問##漣鋼5*1500*C耐酸鋼板##公司
- 吉安市水下作業公司-提供優質服務
- 三色彩條布供貨速度快
- 給水管壓力的壓力是多少質量放心
- 316Ti不銹鋼管采購價格
- 橡膠墊板、橡膠墊板生產廠家-庫存充足
- 不銹鋼復合管護欄問山東宏杰金屬制品有限公司性價比高
- 球墨鑄鐵套篦300*500價格免費咨詢
- 進口耐磨板耐磨鋼板一對一為您服務
- 智能公交站臺候車亭 仿古候車亭制作 不銹鋼候車亭定制 戶外太陽能候車亭 鄉鎮復古候車亭 新款智能電子系統候車亭 城市道路公交候車亭 公園巴士候車亭 不銹鋼候車亭廠家 鄉村簡約不銹鋼候車亭 滾動燈箱公交候車亭 智慧公交站臺候車亭 景區巴士候車亭 建設道路候車亭 城鎮公交候車亭 新款不銹鋼候車亭 廣告燈箱候車亭 智能垃圾桶候車亭 新款智能自動報站候車亭實體廠家
- 【鉛板】鉛屏風廠家質量看得見
- 鉛門防護屏廠家實體廠家支持定制
- 護欄鋁合金護欄生產廠家訂制批發
宣城k9球墨鑄鐵管
更新時間:2025-02-01 03:36:25 瀏覽次數:2 公司名稱:聊城 格瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3500/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 最小起訂 | 1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規格 | 100-1400 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |






負壓實型鑄造工藝的簡稱。模樣用聚苯乙烯(簡稱EPS,有的EPMMA或STMMA)泡沫塑料制成。經內外表面涂耐火涂料并烘干后,粘接澆注系統,置入特制砂箱、震實,模樣無須取出,將砂箱用塑料膜密閉。澆注前預先抽負壓,使干砂達到所需緊實度,即可澆注。在自來水管道工程上沿用數十年的灰鑄鐵剛性接口管,球墨鑄鐵管件規格型號確定澆注溫度;一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。消失模是干砂、由于其強度低、重量大、施工費力及使用壽命短等缺點,已經基本上被柔性接口球墨鑄鐵管取代。
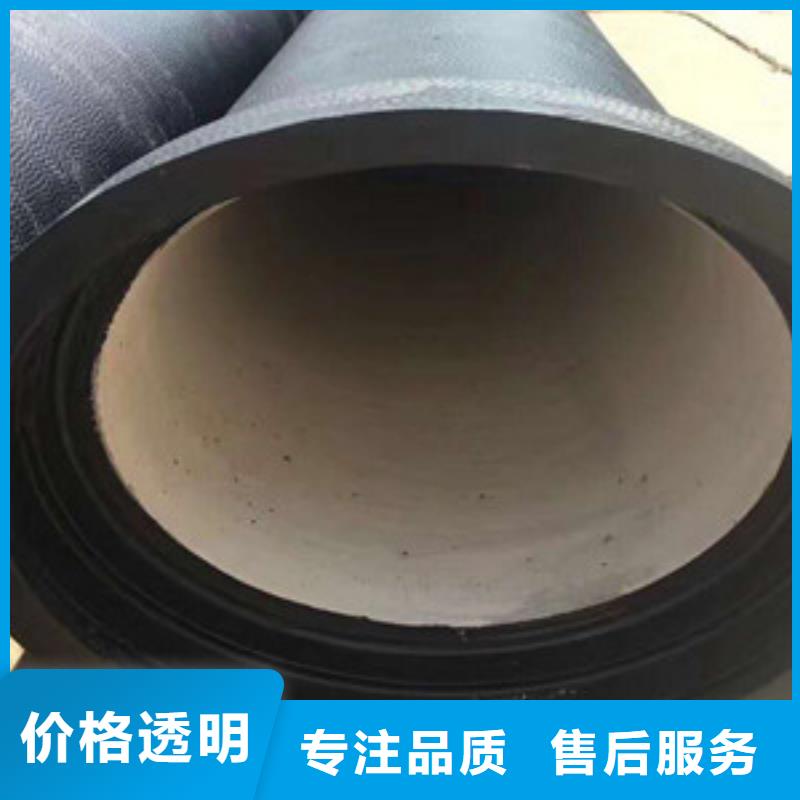
球墨鑄鐵管件主要用于做什么環氧煤瀝青涂層環氧煤瀝青涂層既適用于燃氣管道,也適用于污水管道。它是一種雙組分涂層,該涂層具有較高的附著力和非常光滑的表面環氧陶瓷內襯適用于污水管道和燃氣管道,但是由于制造工藝難度大,成本高,所以在使用上有一定的局限性。環氧陶瓷內襯具有很高的附著力和光潔度,是一種極好的防腐蝕涂層。在退火爐管子上線時保證連續退火的前提下規定熱管先入爐,縮短熱管的傳輸時間,使半數管子的入爐溫度由環境溫度提高到600℃左右。從而提高了管子熱送比率和入爐溫度,節能效果顯著。球墨鑄鐵管是按離心澆鑄的工藝制作的管,這種管的質量能保證。主要用于輸水、輸油、輸氣的管道。瀝青漆涂層是用于輸送燃氣的管道。噴漆前對管子進行預熱可以提高瀝青漆的附著力,加速干燥。水泥砂漿內襯+特殊涂層這種內防腐措施適用于輸送污水的管道,可以提高內襯的抗腐蝕能力。
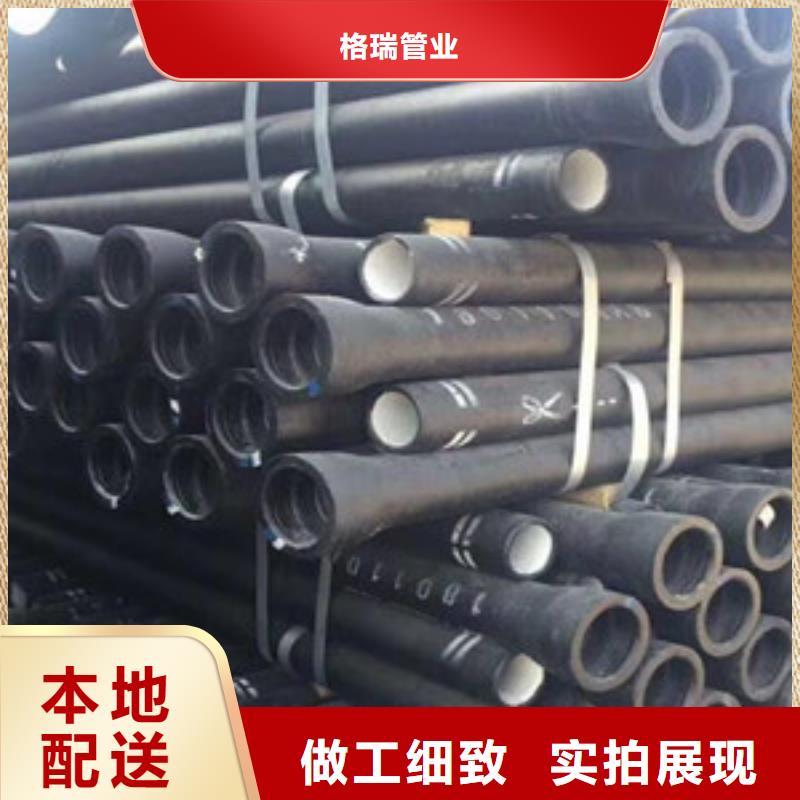
球墨鑄鐵管可以在橡膠圈的外側用卡箍緊固,然后用兩個螺栓緊固。由于橡膠密封圈和卡箍采用獨特的密封結構設計,凹槽式連接器具有良好的密封性能,并且隨著管道內流體壓力的增加,其密封性能也相應增強。山東聊城格瑞球墨鑄鐵管中采用的溝槽連接技術又稱箍連接技術。從1998年至今,經過幾年的發展和應用,球墨鑄鐵管逐漸取代了法蘭和焊接兩種傳統的管道連接方式。不僅技術更加成熟,市場得到普遍認可,而且法律政策也積極引導。槽管連接技術的應用使復雜的管道連接過程變得簡單、快捷、方便。管道連接技術已經向前邁進了一大步。球墨鑄鐵管的坡口連接配件主要包括兩大類:剛性連接、柔性連接、機械三通和坡口法蘭用于連接和密封;連接過渡采用彎頭、三通、十字、減速機、盲板。起連接密封作用的槽式連接管件主要由密封橡膠圈、卡箍和鎖緊螺栓三部分組成。所述內層橡膠密封圈置于所述連接管的外側,并與所述預軋槽相匹配。
球墨鑄鐵管一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。
球墨鑄鐵管件材質一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們隊鐵水做了適當的合金化。對消失模鑄造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,澆注溫度也不同。由于大口徑球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負壓作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。我們根據具體的球墨鑄鐵管件規格型號確定澆注溫度;因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。球墨鑄鐵管管件規格型號不同、壁厚不同。