

想要探索電機外殼卷管卷筒直縫焊管圖片品質(zhì)保障的奧秘嗎?不妨點擊這個產(chǎn)品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產(chǎn)品的每一個細節(jié)都了如指掌。
以下是:電機外殼卷管卷筒直縫焊管圖片品質(zhì)保障的圖文介紹
本著“品質(zhì)保證,客戶至上”的企業(yè)經(jīng)營理念,“誠信經(jīng)營、信譽為本”的經(jīng)營宗旨。堅信客戶永遠是公司發(fā)展的源泉,堅持以市場為導(dǎo)向,以完善的售后服務(wù)為承諾,我們積j i參與推廣以及行業(yè)交流活動,山特金屬制品有限公司在長期的發(fā)展過程中以過硬的【廣西南寧橋式濾水管】產(chǎn)品質(zhì)量的優(yōu)勢和國內(nèi)許多大型的公司都建立了長期良好的合作伙伴關(guān)系,我們也熱誠歡迎國內(nèi)外客戶來我司考察,參觀及技術(shù)交流;廣納博交的企業(yè)精神,愿與社會各界朋友精誠合作,共創(chuàng)美好家園!
保障")
保障")
鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復(fù)雜的鑄件容易出現(xiàn)。? 產(chǎn)生原因:? 1.鑄件結(jié)構(gòu)設(shè)計不合理,有尖角,壁的厚薄變化過于懸殊? 2.砂型(芯)退讓性不良? 3.鑄型局部過熱? 4.澆注溫度過高? 5.自鑄型中取出鑄件過早? 6.熱處理過熱或過燒,冷卻速度過激?1、鋁和其他軟金屬?
保障")
保障")
保障")
山特金屬有限公司大口徑鋼板卷管 切口或坡口邊緣上若出現(xiàn)分層性質(zhì)的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。 當長度a和深度d均在50mm內(nèi)時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應(yīng)在板面上開槽或鉆孔,增加塞焊。
保障")
保障")
保障")
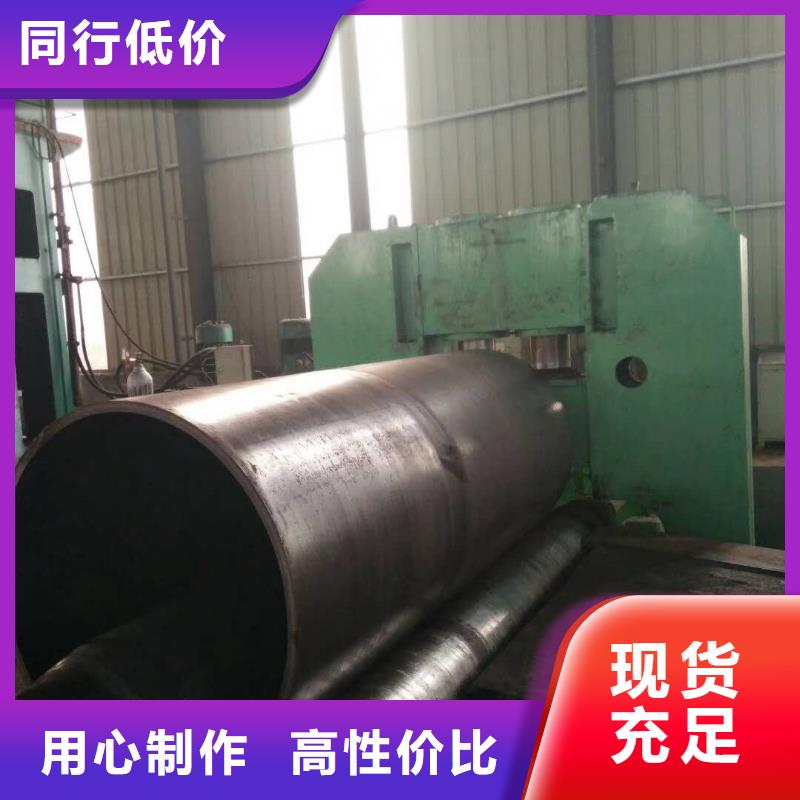
鋼板卷管管節(jié)的卷制 在卷管加工過程中,應(yīng)防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設(shè)計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應(yīng)小于卷管直徑。然后調(diào)整滾床壓力,分二到三次卷制鋼管。將卷好的管節(jié)點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節(jié)進行第二次滾圓,卷管的校圓樣板的弧長應(yīng)為管子周長的1/6~1/4;樣板與管內(nèi)壁的不貼合間隙應(yīng)符合下列規(guī)定:
保障")
保障")
鋼板卷管在生產(chǎn)過程中由于受到滾壓、拉伸和焊接時的高溫影響,材料的組織、機械性能都會發(fā)生變化,嚴重的影響管材的品質(zhì),這些變化主要有:冷作硬化現(xiàn)象,即晶體中一列或若于列原子發(fā)生有規(guī)律的錯排,晶格發(fā)生畸變,形成一個應(yīng)力集中區(qū),這種現(xiàn)象也稱位錯。因為高溫和冷卻不勻產(chǎn)生焊接應(yīng)力和在原有單一奧氏體組織中產(chǎn)生鐵素體,出現(xiàn)碳化物等不均勻組織,為提高生產(chǎn)效率,確保卷管表面光亮,殘余應(yīng)力,獲得單一的奧氏體組織,生產(chǎn)高品質(zhì)卷管,必須實施在線光亮固溶處理方法。
保障")
保障")
保障")
點擊查看山特金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
