



想一睹螺旋管熱軋工字鋼來圖定制量大從優產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:螺旋管熱軋工字鋼來圖定制量大從優的圖文介紹

螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
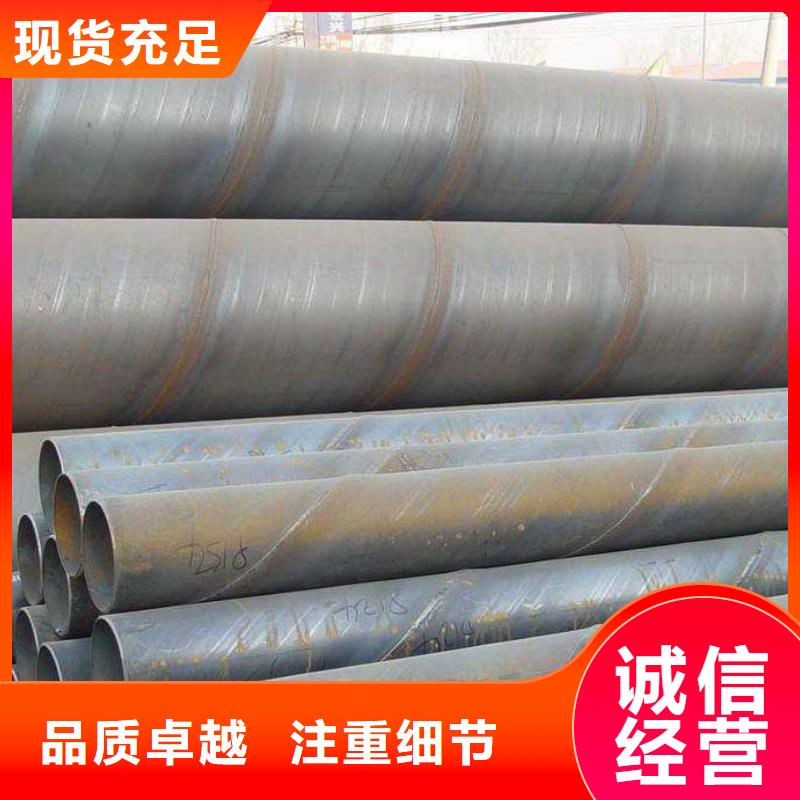
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。


將制成的螺旋管用水沖洗,然后脫機。 但是,在高溫加熱后,水冷后的螺旋鋼管的溫度仍然較高。 因此,夏季離線螺旋鋼管應注意以下幾點:
1.從鋼絲上取下螺旋鋼管后,將其放在平坦的地方,然后將其平放。 不要互相擠壓。 如果將擠出物放置至少24小時,則PE層應完全附著在鋼管的外壁上。
2.螺旋鋼管離線后不要下雨。 雨后很容易導致管接頭泄漏。
3.在螺旋鋼管的生產過程中,環氧樹脂粉和粘合劑應比平常大1%,以達到實際所需的厚度。
4.下線后,請勿將螺旋鋼管暴露在高溫下。 暴露很容易引起PE層膨脹,從而使鋼管的外壁脫落,從而無法達到防腐作用。



聚力群達金屬材料有限公司處于素有“ 江蘇南京光亮扁鋼之都”美稱的江蘇南京,優越的地理位置和便利的交通給公司的發展帶來了充分的條件.技術骨干精良,實力雄厚,公司勇于創新,一直致力于 江蘇南京光亮扁鋼生產技術的革新,跑在生產技術的前沿。