





南京鋼材進一步擴展就會成為疲勞裂紋,從而使零件疲勞強度下降。切削后表面層的硬化程度取決于金屬在切削過程中強化、弱化和相變作用的綜合結果。當切削過程中強烈變形起主導作用時,已表面就產生硬化;而當切削溫度起主導作用時,往往引起工件表層硬度降低和相變。在中增大變形和摩擦都將加劇硬化現象,而較高的溫度、較低的工件材料熔點則會減輕冷作硬化作用。殘余應力對零件使用性能的影響殘余應力是指在沒有外力作用情況下零件內部為保持平衡而存留的應力。有混勻料場時,原的接受、儲存環節放在料場進行,有時篩分熔劑、的準備環節也放在料場進行。是否設置熱礦篩,應根據具體情況或試驗結果、經比較技術經濟指標后確定。機上冷卻工藝不包括熱礦破碎和熱礦篩分環節。窯頭罩是連接窯熱端與流程中下道工序(如冷卻機〉的中間體。燃燒器及燃燒所需空氣經過窯頭罩入窯。窯頭罩內砌有耐火材料,在固定的窯頭罩與回轉的筒體之間有密封裝置,稱為窯頭密封。窯尾罩是連接窯冷端與物料預設備以及煙氣設備的中間體,其內砌有耐火材料。
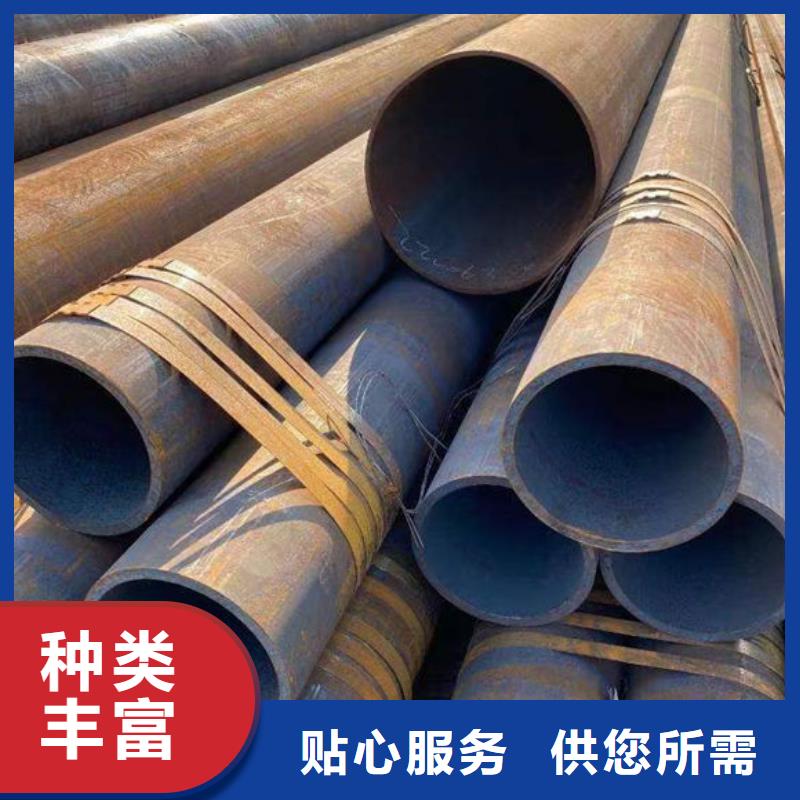
我公司是一家以生產南京矩形鋼管為主的方管廠作為專業矩管生產,南京無縫方管生產企業,南京矩形鋼管生產工藝采用先進的熱軋鋼管生產線生產,產品銷往 ,并部分出口,同時對外承攬來料業務,可根據客戶需求生產各種非型號和各種鋼號鋼管。公司是一家專業生產高頻焊接方矩管鋼材的生產企業。 車間配備有30條高頻焊接生產線,這些先進的設備均由專業化的微機操作。作為方管、矩管的生產商之一,我們的年產量近1 00的特大型方管,以及冷彎異型管、口型鋼、熱軋方 ,壁厚2— 25mm,材質普碳鋼、不銹鋼、錳鋼、合金鋼。并可生產橢圓、菱形等異型管。彎曲扭曲為1/1000以下。 
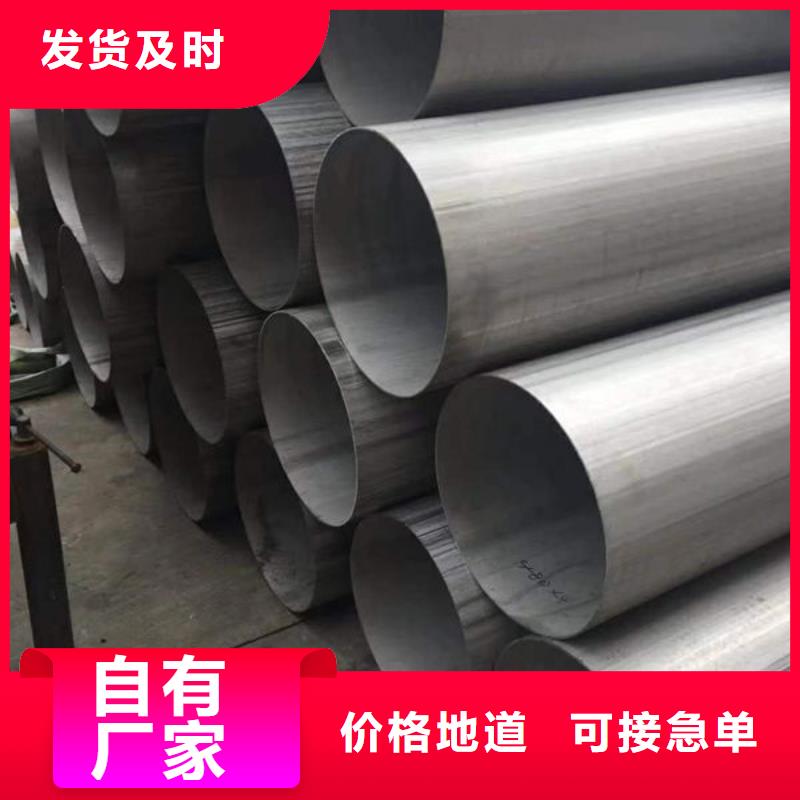
南京螺旋鋼管是以帶鋼卷板為原料制成的螺旋縫鋼管,經常在高溫下擠壓成型,采用自動雙線雙面埋弧焊工藝焊接而成。南京螺旋鋼管將帶鋼送入焊管機組,帶鋼由多個軋輥軋制并逐漸卷起形成帶開口間隙的圓管坯,調整擠壓軋輥的壓下量進行焊接。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。 2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫鋼材表面質量。 將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。南京螺旋鋼管鋼材若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
南京角鋼的交貨長度分為定尺、倍尺兩種,國產南京角鋼的定尺選擇范圍根據規格號的 m四個范圍。產南京角鋼的長度選擇范圍為6—15m。不等邊南京角鋼的截面高度按不等邊南京角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是 mm×l25mm。由熱軋軋機軋制而成。一般的不等 厚度為4-18mm不等邊南京角鋼廣泛應用于各種金屬結構、橋梁、機械制造與造船業、各種建筑結構和工程結構,如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業爐、反應塔、容器架以及倉庫等。
