


聯系我們

40cr精密管現貨銷售廠家
更新時間:2025-01-10 18:38:46 瀏覽次數:5 公司名稱:聊城 大金鋼管制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4.5/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運費說明 | 電聯 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領域 | 金屬制品,機械制造 |
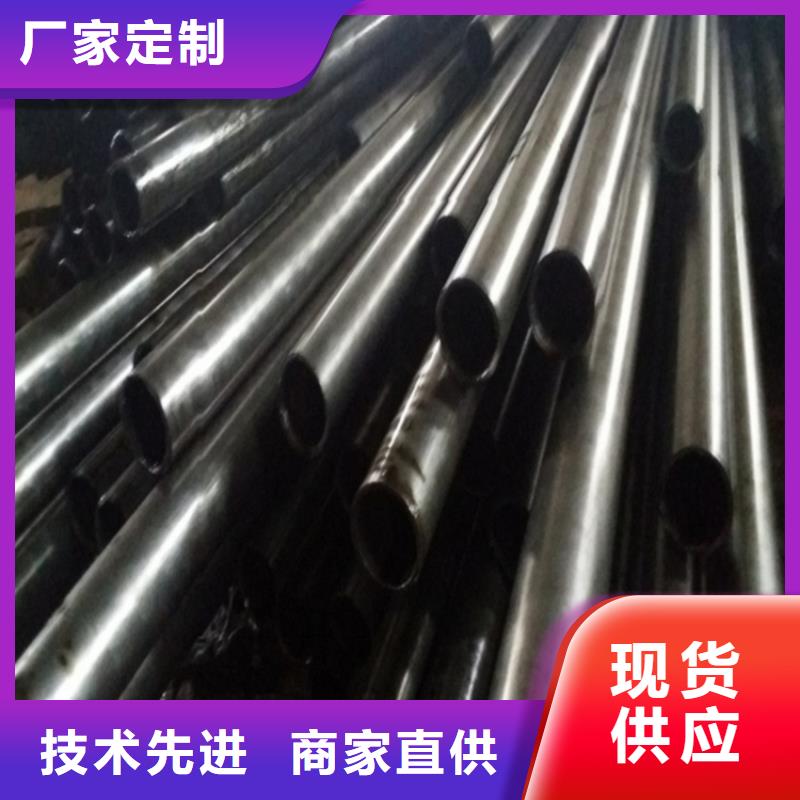


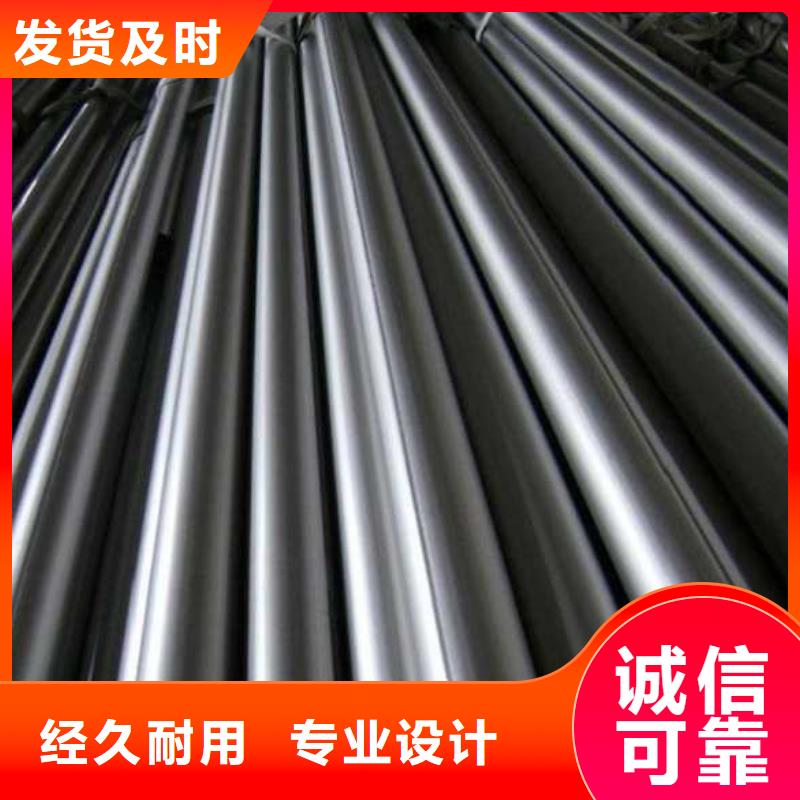
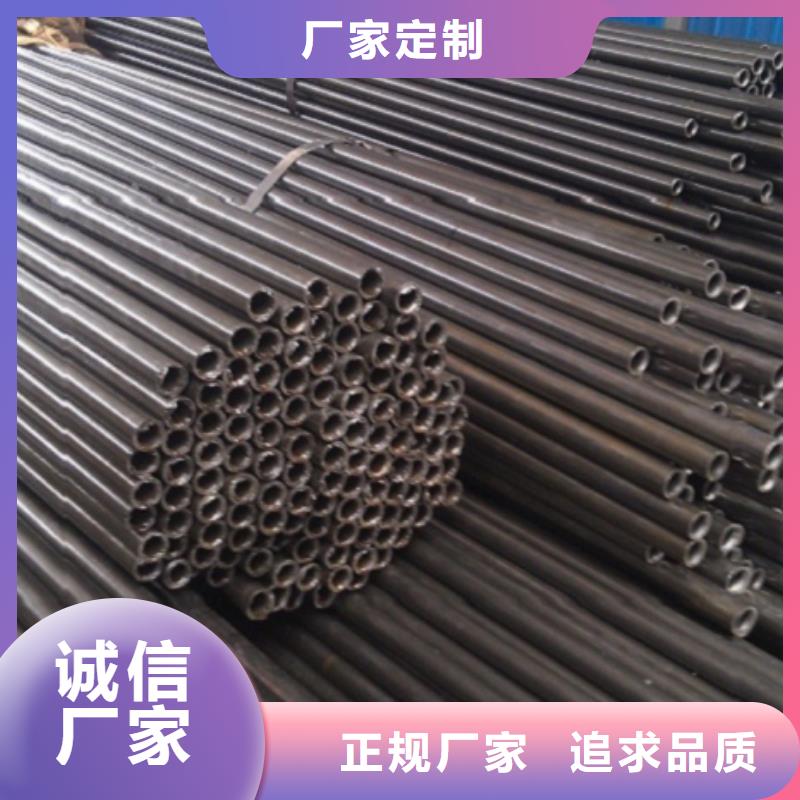

精密無縫管具備空心橫截面,很多作為運輸液體的管路,如運輸原油、燃氣、液化氣、水及一些 固態原材料的管路等。無縫鋼管與園鋼等實芯不銹鋼板材對比,在抗彎強度抗扭抗壓強度同樣時, 凈重比較輕,是一種經濟發展橫截面不銹鋼板材。那么精密無縫管的加工方式有哪些呢?下邊我給 大伙兒詳細介紹下。 1、熱扎法 南京精密管一般在全自動軋管機組下加工制造。實芯管料經查驗并防止表層缺點,裁成所需長 短,在管料破孔端端表面放心,隨后送到熱處理爐加溫,在切割機上破孔。在破孔與此同時持續轉 動和前行,在熱軋帶鋼和頂邊的功效下,管料內部慢慢產生內腔,稱毛管。再送至全自動軋管機上 再次冷軋。經均整個機械均整壁厚,經定徑機定徑,做到規格型號規定。運用回轉式軋管機組加工 制造熱扎精密無縫管是較的方式。 2、冷軋、冷拉或是二者協同 若欲得到規格更小和品質更強的無縫鋼管,應選用冷軋、冷拉或是二者協同的方式。冷軋一般 在二輥式擠壓機上開展,無縫鋼管在變橫斷面圓洞槽和沒動的錐型頂邊所構成的環狀板孔中冷軋。 冷拉一般 在0。5~100T的多肽鏈式或雙鏈條式冷拔機上開展。 3、擠壓成型法 將要加溫好的管料放到密閉式的擠壓成型圓桶內,破孔棒與擠壓成型桿一起健身運動,使擠壓 成型件從較小的模孔中擠壓。此方法可加工制造直徑較小的無縫鋼管。

在建筑給水管系中,由于鍍鋅鋼管已經結束了百年輝煌的歷史,各種新型塑料管及復合管得到迅速發展,但各種管材還不同程度地存在著一些不足,遠不能完全適應供水管系的需要和 對飲用水及有關水品質的要求。因此,有關專家預言:建筑給水管材終將恢復到金屬管的時代。根據國外的應用經驗,在金屬管中認定薄壁南京精密管為綜合性能 的管材之一。 南京精密管產能過剩過剩進展的力度不夠,執行也不到位,效果不是很理想。今天國務院又召開會議,再次強調要嚴格執法,嚴格管理,把企業的執行力度增加到 化,各個執法人員和有關部門發現執法不嚴,執法過程中出現問題的要嚴格追究責任人,以下是會議的內容:各地要切實把確保完成任務的責任落到實處,保證質量并確保如期完成去產能任務。各地要嚴肅認真兌現做出的承諾,按照責任書簽訂的內容,不折不扣抓好落實。

南京精密管生產中幾個關鍵技術問題 1.對原材料材質的質量要求:南京精密鋼管的原材料,除必須達到 普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學成分:冶煉時,重點是 提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應后步冷變 形加工,硫含量 不要超過0.02%,因此要嚴格控制鋼的化學成分,同時為保證產品具有良好的 力學性能,冷彎,焊接等工藝性能,還需適當增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼 帶軋制時,應采用AGC和板形控制系統,提高鋼帶厚度精度和版型精度。同時還要采用控制冷卻方 法,提高鋼帶的強韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無壓痕和毛刺,以提高焊接 質量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結晶水,在焊接過程中,高溫會使其中的氧 氫折出,如不能排出,存在于焊縫之中,易產生氣孔微裂紋,改變組織結構,降低材料塑形,降低 延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機組成型及定徑部分 孔型設計和調整方法均會直接影響焊接質量的優劣。傳統的成型工藝為輥式成型工藝,有單半徑、 雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成 形質量。各種成型工藝技術,有不同優缺點,適合不同的條件,根據產品的大綱、產品用途應在設 備選型時慎重考慮、以選擇不同的成型工藝技術。為了減少彈性變形,對于精密焊管機組加工變形 道次都比普通焊管道次響應增加2、3道次。
<南京>大金鋼管制造有限公司
