


力強(qiáng)")
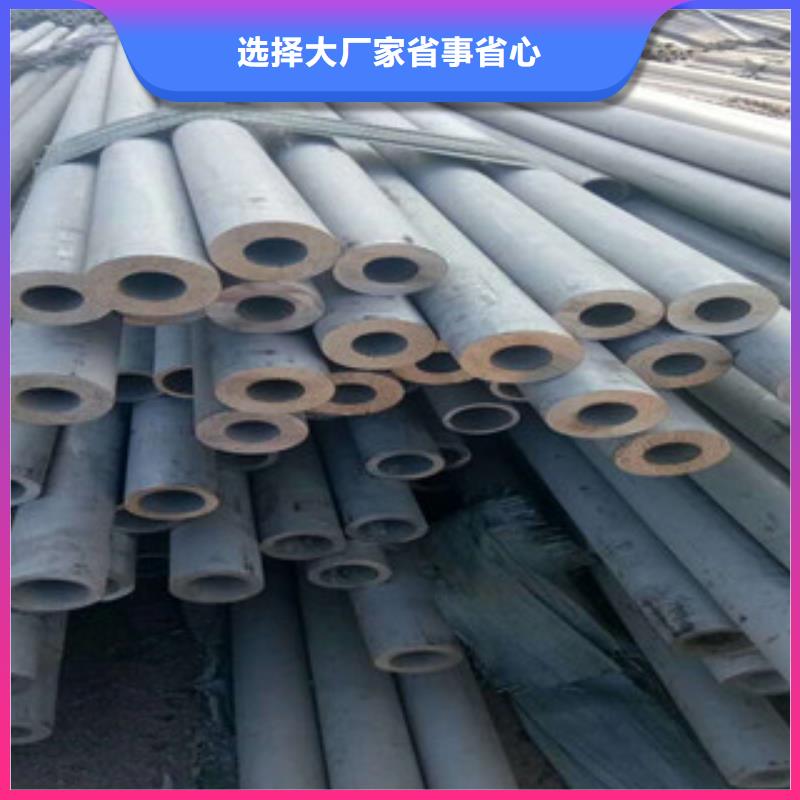
不銹鋼管材(無(wú)縫管,光亮管,焊接管,裝飾管) 規(guī)格:Ф3.0*0.2mm~450.0*30mm 材質(zhì):304、304L、304N、201、310S、321、2205、316、316L、904L、316F、309S等。
不銹鋼棒材(圓棒,六角棒,方棒,橢圓棒) 規(guī)格:Ф1mm~Ф480mm; 材質(zhì):304、304L、304N、201、310S、321、2205、316、316L、904L、316F、309S等冷抽光亮鋼和材質(zhì)SUS304 熱扎圓棒。
不銹鋼扁鋼 材質(zhì):304、304L、304N、201、310S、321、2205、316、316L、904L、316F、309S等。
不銹鋼角鋼 材質(zhì):304、304L、304N、201、310S、321、2205、316、316L、904L、316F、309S等。
專業(yè)加工:剪折0.4-25mm厚度中薄板,優(yōu)折天溝、瓦楞板、水槽、波紋板、角鋼、C型鋼。
表面加工:普通拉絲,油墨拉絲,8K鏡面拋光,鈦金彩色板,防指紋。
特殊加工:不銹鋼板沖孔,壓花,開(kāi)槽,卷板分條。
鋼板切割:不銹鋼板水切割,激光切割,等離子數(shù)控切割,尺寸自定等服務(wù)。
力強(qiáng)")
力強(qiáng)")
一、采用符合國(guó)際標(biāo)準(zhǔn)的aisi304、316、202、304l、316l、409l、310s等日本,韓國(guó),臺(tái)灣的優(yōu)質(zhì)原材料,制品用不銹鋼管,工業(yè)用不銹鋼管,機(jī)械結(jié)構(gòu)用不銹鋼管,食品衛(wèi)生用不銹鋼管,熱交換器用不銹鋼管,流體輸送用不銹鋼管,汽車排氣用不銹鋼管,裝飾用不銹鋼管等達(dá)到國(guó)際先進(jìn)水平。
二、按照美國(guó)astm、日本jis、國(guó)標(biāo)gb和德標(biāo)din等國(guó)際國(guó)內(nèi)標(biāo)準(zhǔn)組織生產(chǎn),現(xiàn)執(zhí)行標(biāo)準(zhǔn)為:astma554、a312、a249、a269、a270等。
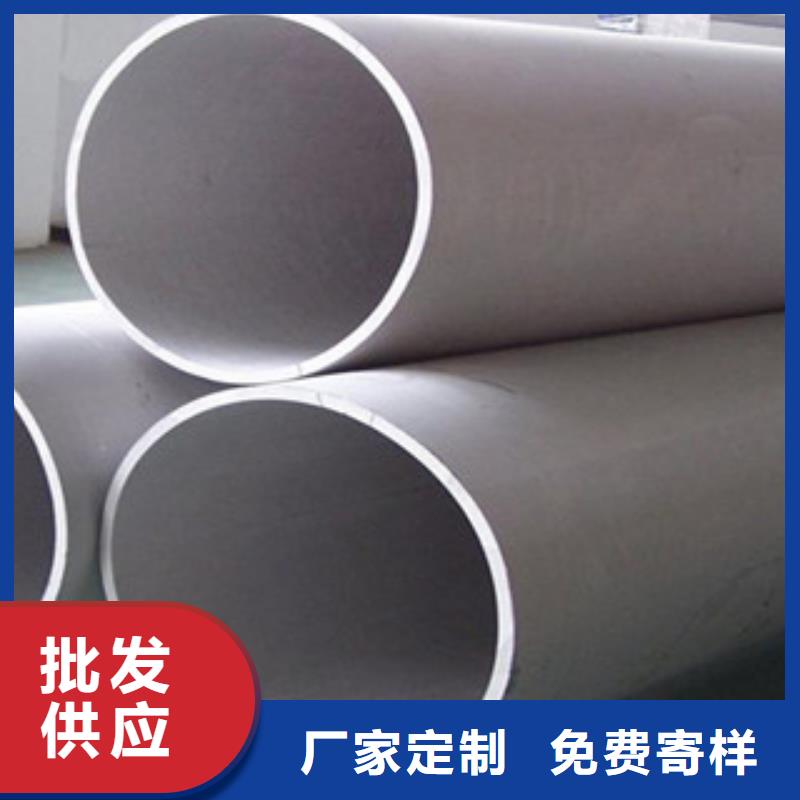
三、產(chǎn)品通過(guò)“內(nèi)整平”“光亮退火”“酸洗”“內(nèi)拋光”精整處理,外觀亮麗,內(nèi)壁光滑無(wú)銹蝕,不結(jié)垢。
四、管材焊縫平整,能擴(kuò)口,深沖壓,彎管不裂,不變形等優(yōu)點(diǎn)。
本產(chǎn)品長(zhǎng)度為單支定尺6米。
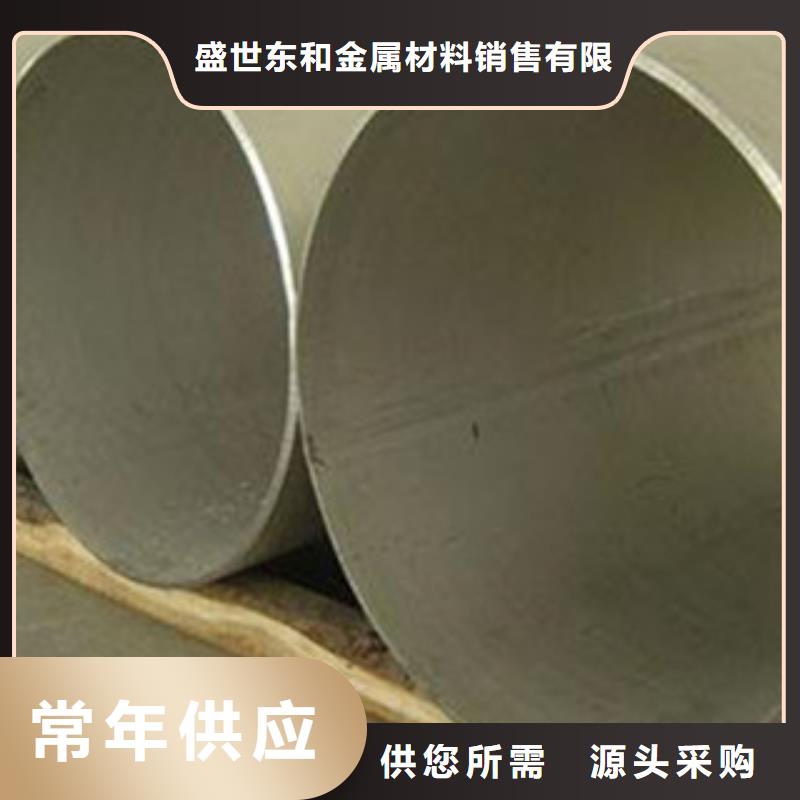
由于鋼管具有空心斷面,因而適合作液體、氣體和固體的輸送管道;同時(shí)與相同重量的圓鋼比較,鋼管的斷面系數(shù)大、抗彎抗扭強(qiáng)度大,所以也成為各種機(jī)械和建筑結(jié)構(gòu)上的重要材料。用不銹鋼管制成的結(jié)構(gòu)和部件,在重量相等的情況下,比實(shí)心零部件具有更大的截面模數(shù)。不銹鋼厚壁管,2520不銹鋼管,904l不銹鋼管,雙相不銹鋼管的不銹鋼管生產(chǎn)廠家。寶豐不銹鋼管廠一家集生產(chǎn)、銷售不銹鋼管。
銹鋼衛(wèi)生管(不銹鋼精軋管)生產(chǎn)范圍:外徑φ8--168mm×壁厚0.8--8mm。衛(wèi)生級(jí)內(nèi)整平焊管:外徑φ6--219mm×壁厚1--6mm。不銹鋼工業(yè)焊管:外徑φ8--3000mm×壁厚0.5--30mm。公司宗旨:一噸兩噸照常 ,千百噸能保溫馨提示:由于現(xiàn)在市場(chǎng)行情不穩(wěn)定,實(shí)際下單請(qǐng)咨詢當(dāng)天價(jià)格
力強(qiáng)")
力強(qiáng)")
力強(qiáng)")
不銹鋼無(wú)縫管的制造工藝
1.熱軋(擠壓無(wú)縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù)
軋制無(wú)縫管的原料是圓管坯,圓管胚要經(jīng)過(guò)切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問(wèn)題.圓管坯出爐后要經(jīng)過(guò)壓力穿孔機(jī)進(jìn)行穿空。一般較常見(jiàn)的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過(guò)錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過(guò)噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問(wèn)題,將被探測(cè)出。鋼管質(zhì)檢后還要通過(guò)嚴(yán)格的手工挑選。鋼管質(zhì)檢后,用油漆噴上編號(hào)、規(guī)格、生產(chǎn)批號(hào)等。并由吊車吊入倉(cāng)庫(kù)中。
2.冷拔(軋)無(wú)縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。
冷拔(軋)無(wú)縫鋼管的軋制方法較熱軋(擠壓無(wú)縫鋼管)復(fù)雜。它們的生產(chǎn)工藝流程前三步基本相同。不同之處從第四個(gè)步驟開(kāi)始,圓管坯經(jīng)打空后,要打頭,退火。退火后要用專門的酸性液體進(jìn)行酸洗。酸洗后,涂油。然后緊接著是經(jīng)過(guò)多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。
力強(qiáng)")
力強(qiáng)")
自成立以來(lái),盛世東和金屬材料銷售有限公司一直專注于【四川南充不銹鋼焊管】的品牌形象。經(jīng)過(guò)市場(chǎng)的多年積淀,公司在【四川南充不銹鋼焊管】產(chǎn)品研發(fā)方面取得了大量成果,在生產(chǎn)工藝、質(zhì)量控制、銷售服務(wù)等方面獲得了很大進(jìn)步。目前,我們已成為自主創(chuàng)新的典型企業(yè),受到廣泛認(rèn)可,贏得了較高聲譽(yù)。
我們實(shí)施嚴(yán)格的質(zhì)量管理體系,每項(xiàng)【四川南充不銹鋼焊管】工作從細(xì)節(jié)開(kāi)始、分工明確、率生產(chǎn)、服務(wù)全球。目前客戶已超過(guò)500多家,遍及國(guó)內(nèi)所有省份。
力強(qiáng)")
力強(qiáng)")
