廠家廠家直銷")
廠家品質(zhì)保障")
廠家售后無(wú)憂")

縫鋼管廠家聯(lián)系電話")
縫鋼管廠家聯(lián)系電話")
縫鋼管廠家聯(lián)系電話")
縫鋼管廠家聯(lián)系電話")
縫鋼管廠家聯(lián)系電話")
無(wú)縫鋼管的抗腐蝕性能非常好,因?yàn)闊o(wú)縫鋼管在加工環(huán)節(jié)還會(huì)對(duì)其進(jìn)行耐腐蝕性能的檢測(cè)處理。就是把管道放進(jìn)酸性溶液中進(jìn)行。這樣一來就能滿足污水中的酸性或者堿性物質(zhì)的排放。進(jìn)而保證了城市排水系統(tǒng)的和城市各個(gè)方面的正常運(yùn)行。
焊接帶磁性無(wú)縫鋼管時(shí),經(jīng)常會(huì)看到電弧燃燒不穩(wěn)定、甚至電弧引燃困難、在磁場(chǎng)中電弧的偏離、液體金屬和渣熔融體從焊接溶池中濺出。為了穩(wěn)定焊接過程,改善焊接接頭質(zhì)量,在焊接前必須對(duì)被磁化了的鋼管進(jìn)行消磁。被焊接的鋼管要達(dá)到完整消磁是困難的,所以當(dāng)剩磁不足以影響焊接質(zhì)量時(shí),便允許進(jìn)行焊接。
縫鋼管廠家聯(lián)系電話")
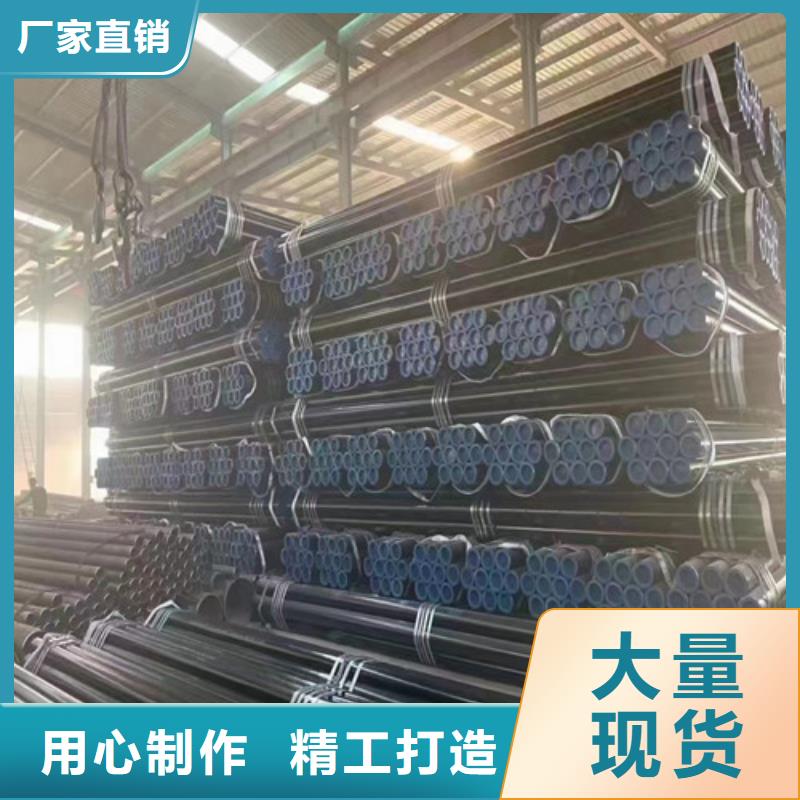
鋼管保管的場(chǎng)地和倉(cāng)庫(kù)應(yīng)該選擇一個(gè)清潔干凈、排水通暢的地方,應(yīng)該遠(yuǎn)離產(chǎn)生有害氣體或者粉塵的廠子的場(chǎng)地和礦產(chǎn)!但是在保存鋼管的場(chǎng)地一定要及時(shí)的打掃一些雜物,保持干凈,避免鋼管在保存中受到腐蝕!鋼管在倉(cāng)庫(kù)中不能與酸,堿,鹽水泥等物品,或者說對(duì)鋼管有侵蝕性的材料堆放在一起!不同品種的鋼管我們應(yīng)該要分開對(duì)方,防止品種之間的混淆,更要防止接觸腐蝕的鋼管!
鋼材易出現(xiàn)折疊。折疊是鋼材表面形成的各種折線,這種缺陷往往貫穿整個(gè)產(chǎn)品的縱向。產(chǎn)生折疊的原因是由于廠家追求率,壓下量偏大,產(chǎn)生耳子,下一道軋制時(shí)就產(chǎn)生折疊,折疊的產(chǎn)品折彎后就會(huì)開裂,鋼材的強(qiáng)度大下降。 鋼材外表經(jīng)常有麻面現(xiàn)象。麻面是由于軋槽磨損嚴(yán)重引起鋼材表面不規(guī)則的凹凸不平的缺陷。由于鋼材廠家要追求利潤(rùn),經(jīng)常出現(xiàn)軋槽軋制超標(biāo)。縫鋼管廠家聯(lián)系電話")
20#無(wú)縫管簡(jiǎn)介
20#無(wú)縫管材質(zhì)為20鋼,一般為20無(wú)縫無(wú)縫管 20#無(wú)縫管的材料為:優(yōu)質(zhì)碳素結(jié)構(gòu)鋼
20#無(wú)縫管特性及適用范圍:
冷變形塑性高、一般供彎曲、壓延、彎邊和錘拱等加工,電弧焊和接觸焊的焊接性能好,氣焊時(shí)厚度小,外形要求嚴(yán)格或形狀復(fù)雜的制件上易發(fā)生裂紋。切削加工性冷拔或正火狀態(tài)較退火狀態(tài)好、一般用于制造受力不大而韌性要求高的。
20#無(wú)縫管化學(xué)成份:
碳 C :0.17~0.23 硅 Si:0.17~0.37 錳 Mn:0.35~0.65 硫 S :≤0.035 磷 P :≤0.035 鉻 Cr:≤0.25鎳 Ni:≤0.25 銅 Cu:≤0.25
20#無(wú)縫管力學(xué)性能:
抗拉強(qiáng)度 σb (MPa):≥410(42)屈服強(qiáng)度 σs (MPa):≥245(25)伸長(zhǎng)率 δ5 (%):≥25斷面收縮率 ψ (%):≥5,硬度 :未熱處理≤156HB,試樣尺寸:試樣尺寸25mm
縫鋼管廠家聯(lián)系電話")
在制造45#無(wú)縫鋼管的過程中,45#無(wú)縫鋼管生產(chǎn)廠家需要對(duì)擠壓力有著非常好的控制。這是因?yàn)樵诤附拥倪^程中,兩個(gè)管胚邊緣的溫度到達(dá)焊接溫度的時(shí)候,要對(duì)它們施加一定的壓力,這個(gè)壓力可以讓它們的金屬晶粒相互滲透,產(chǎn)生結(jié)合緊密的結(jié)晶,達(dá)到焊接牢固的目的。但是如果擠壓力不足,結(jié)晶就不能很好地形成,焊接位置的強(qiáng)度就會(huì)很低,在使用過程中就很容易因?yàn)橥饬Φ淖饔卯a(chǎn)生開裂問題。但是當(dāng)擠壓里過大的時(shí)候,達(dá)到焊接溫度的焊接金屬就會(huì)被擠壓出焊縫位置,真正焊接在一起的能夠達(dá)到溫度的金屬就會(huì)很少,所以結(jié)晶的數(shù)量也會(huì)降低,這樣也會(huì)導(dǎo)致焊接不夠牢固,同時(shí)也有了很大的毛刺,45#無(wú)縫鋼管在生產(chǎn)過程中都是需要使用到一個(gè)產(chǎn)品進(jìn)行配合,那就是玻璃潤(rùn)滑劑。