
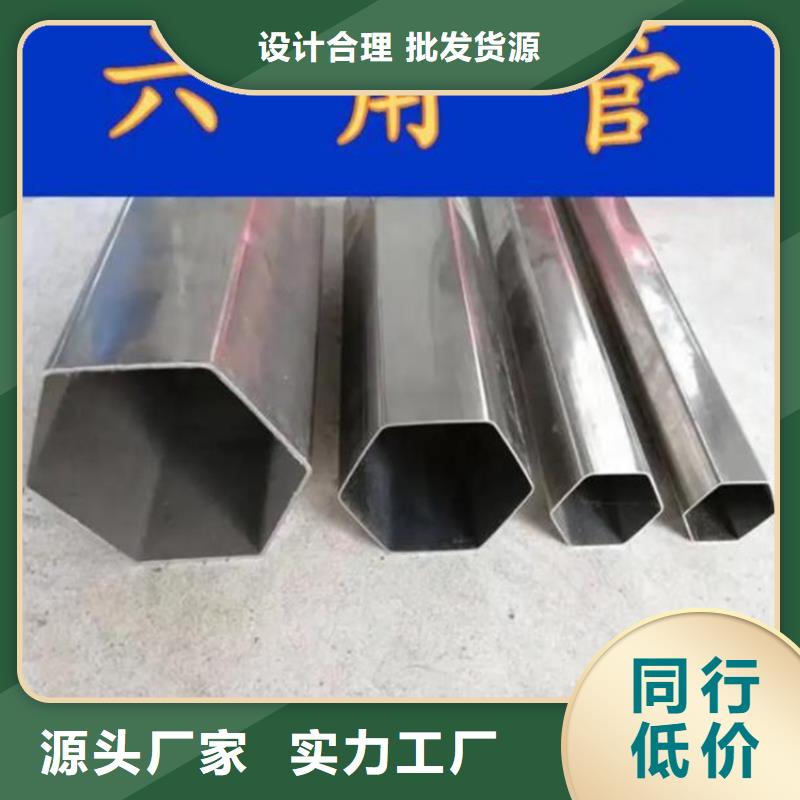

南充冷拔六角管歡迎來電 金帝鋼管
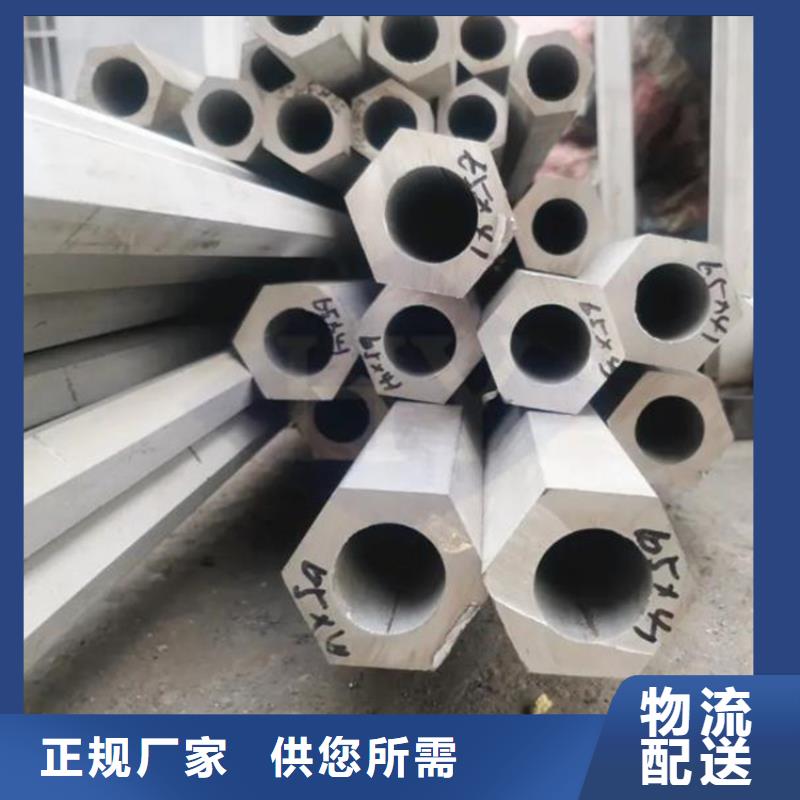
關于 不銹鋼六角棒折彎處理時需要注意哪些事項?對于這個問題,估計大家都有自 己看法,不過在處理的時候還是需要注意的。 先是由于產品強度高,六角管冷工硬底化效用明顯。因而在挑選折彎數控刀片時,要 選熱處理工藝強度應做到60HRC以上的合金鋼,其外表粗糙度要較碳素鋼的折 彎數控刀片高一個量級。 然后就是因傳熱性較一般高碳鋼差,拉伸強度低,造成所需形變力大。 其次就是產品在折彎時較于碳素鋼有明顯的回彈力趨向。 另外就是不銹鋼六角棒相對于碳素鋼,因為拉伸強度低,折彎時產品工件折彎 角要大于碳素鋼,不然有可能發生裂痕。


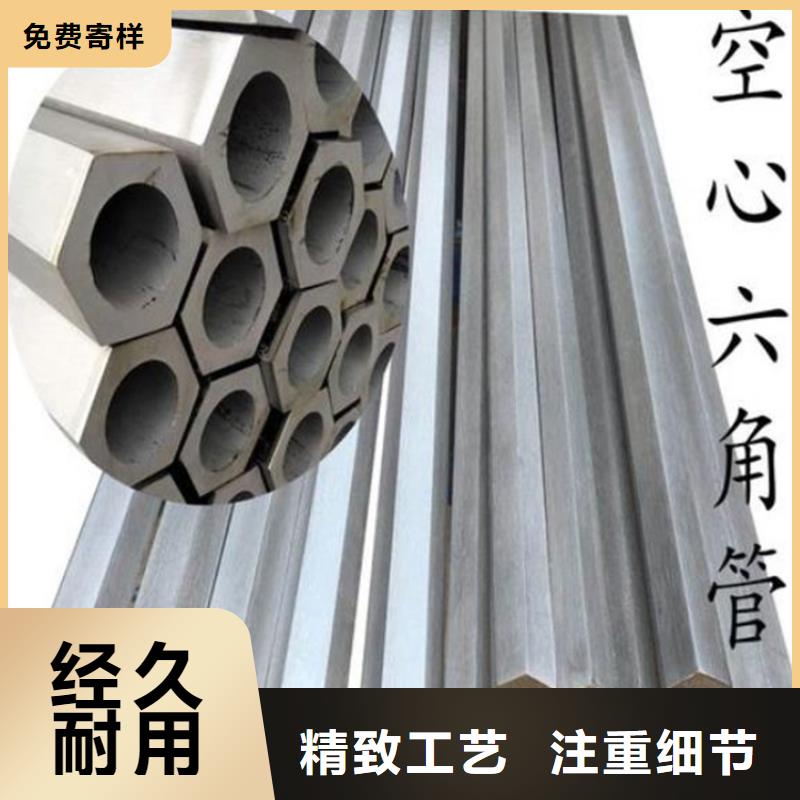
六角管厚壁管生產制造在加工工藝上存有一系列的艱難。比如對接焊品質不穩定,非常容易搭焊導致一系列艱難,非常容易造成波浪紋和起包。電焊焊接不穩定,非常容易搭焊。飛鋸斷開時非常容易造成創口形變。六角鋼管在運送和撥料時非常容易造成壓坑、形變這些。而在其中的重要則是成形起包。造成成形起包的緣故則是邊沿拓寬。 六角鋼管閃亮焊的關鍵特點是有火苗持續爆發的狀況。夾持在對機軸桿上的熱軋帶鋼首尾在電流量接入后,即被移近,相互之間觸碰。先觸碰的一部分電限非常大,電焊焊接電流量把點接觸以及相鄰地區的金屬材料迅速加溫到熔融溫度,使熱軋帶鋼首尾觸碰一部分產生形狀記憶合金構造柱,持續的快速加溫使構造柱處形狀記憶合金加溫至拂點,展現金屬材料蒸氣。 當六角鋼管金屬材料蒸氣的工作壓力超過形狀記憶合金的界面張力時;構造柱產生工程,因此展現出強烈的火苗,產生閃亮。軸桿的持續挨近,使火苗在電焊焊接全過程中持續邁進,直到終斷電流量才行,這就是火苗造成的緣故。
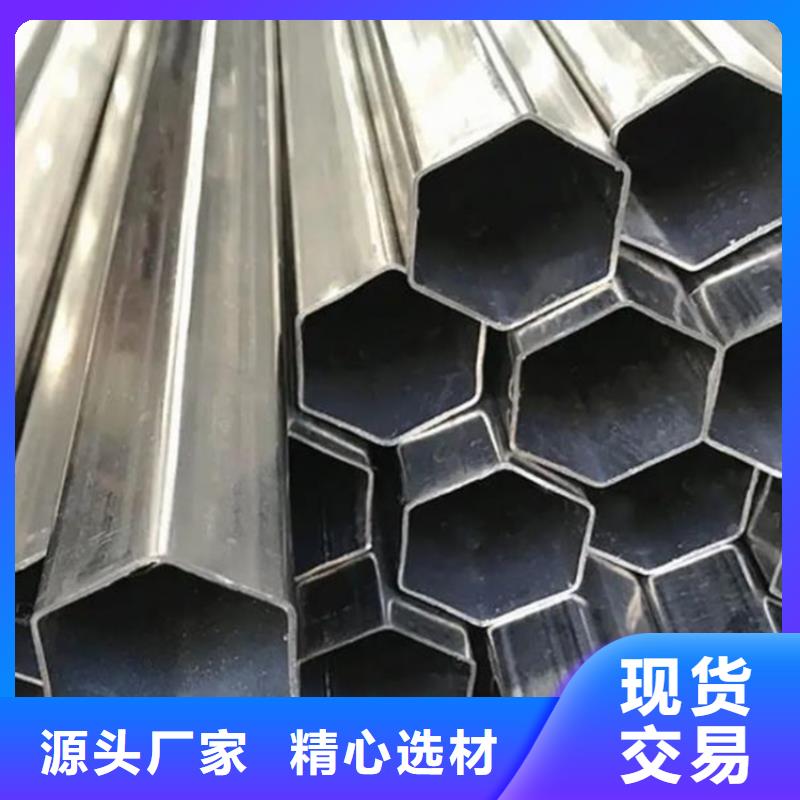
六角管在加工過程中內焊選用直流電焊接方式內焊大線和超聲波模具位置因大電流量造成較磁場。管身在該電磁場功效下磁矩得到或趨于得到與外電磁場同樣方位的排序。當電焊焊接完畢電磁場逐漸降低直到消退時因渦流損耗狀況在六角鋼管上也有剩下磁通密度存有。 六角鋼管磁損的存有會使圖像復原器的離子東方位偏移,X光工業電視系統軟件圖象造成“S" 型歪曲形變,影響出氣孔、焊瘤等。當然缺點尤其是未熔透、裂痕等條狀當然缺點的診斷率。伴隨著管線鋼級的及X光電視系統圖像復原器的換型磁損的影響尤其突顯。此外帶磁的存有還會繼續在管道環焊連接時造成偏弧狀況影響電焊焊接品質。


六角管的亮度決定著其品質的高低。這其中的影響因素較多,今天我們先來說說需要注意的五點退火因素: 1、退火氣氛 六角鋼管退火一般都是采用純氫作為退火氣氛,如果氣氛中另一部分是惰性氣體的話,純度也可以低一點,但是不能含有過多氧氣、水汽; 2、保護氣壓力 為了防止出現微漏,爐內保護氣應保持一定的正壓,如果是氫氣保護氣,一般要求20kBar以上; 3、退火溫度 六角管熱處理一般是采取固溶熱處理,溫度范圍為1040~1120℃。你也可以通過退火爐觀察孔觀察,退火區的六角鋼管應為白熾狀態,但沒出現軟化; 4、爐內水汽 一方面檢查爐體材料是否干燥,初次裝爐,爐體材料必須要烘干。二是進爐的不銹鋼管是否殘留過多水漬,特別是異型管上面有孔的話,千萬別漏水進去了,要不然就把爐子氣氛全破壞了; 5、爐體密封性 光亮退火爐應是封閉的,與外界空氣隔絕。采用氫氣作保護氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣。其中容易跑氣的地方是退火爐進異型管和出異型管的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。
南充冷拔六角管歡迎來電
