
聯(lián)系我們

- 單滾珠軸承廠家-價(jià)格實(shí)惠
- 水挖機(jī)打樁出租實(shí)體廠家-放心選購(gòu)
- 27simn合金鋼管多規(guī)格可選擇
- 發(fā)光指路牌電子指路牌品質(zhì)優(yōu)
- 防輻射鉛板生產(chǎn)廠家
- 調(diào)質(zhì)珩磨管
- 斯凱孚軸承規(guī)格全可滿足不同需求
- 304不銹鋼珩磨管
- 鋼結(jié)構(gòu)廠房氣樓生產(chǎn)廠家
- 水下電焊焊接公司
- 體育景觀小品雕塑免費(fèi)咨詢
- 鑄鐵鑲銅閘門-平板鋼閘門售后無(wú)憂
- 6-23NO8C鼓風(fēng)機(jī)生產(chǎn)經(jīng)驗(yàn)豐富2025已更新(今日/標(biāo)準(zhǔn))助燃風(fēng)機(jī)
- 結(jié)晶乙酸鈉報(bào)價(jià)
- 清污機(jī)滿足多種行業(yè)需求
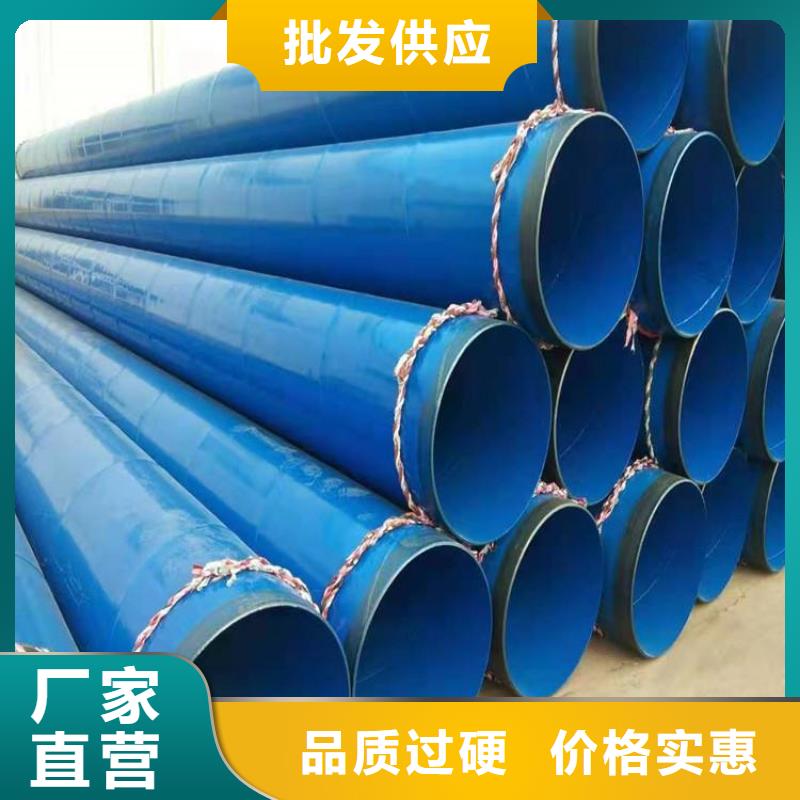
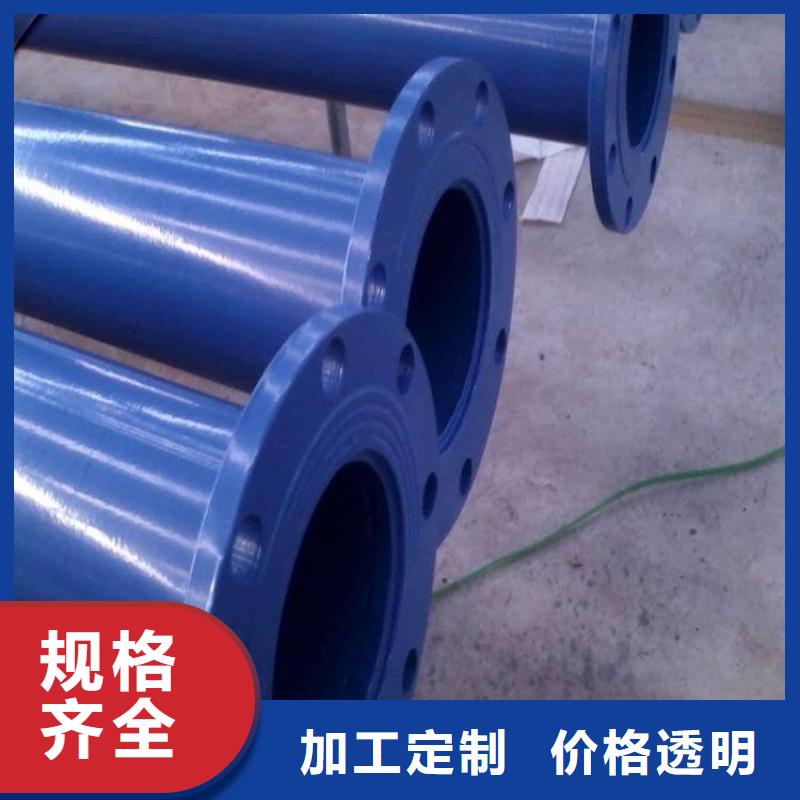
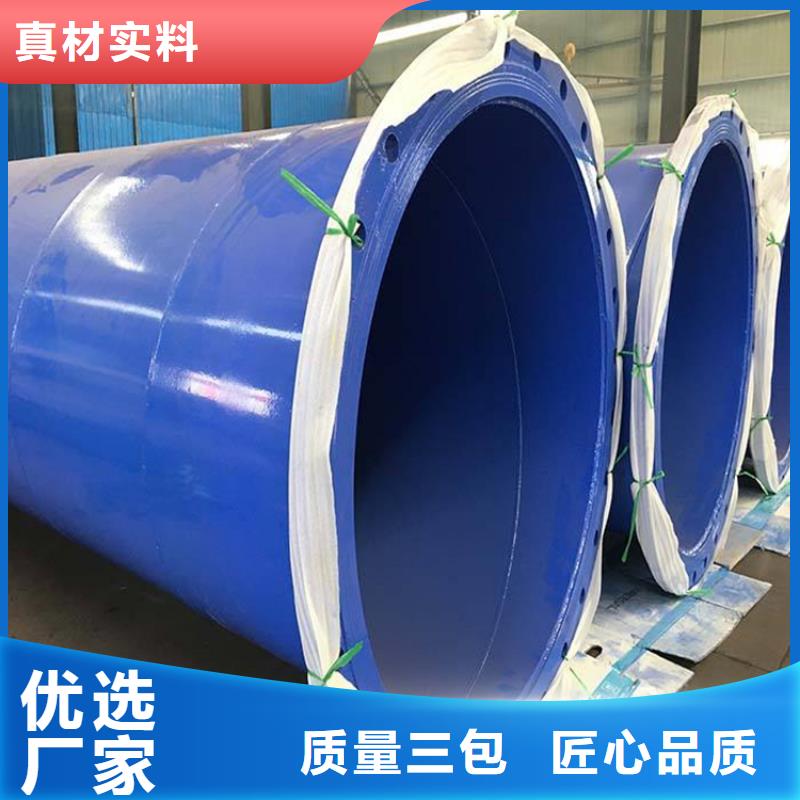
國(guó)標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家
更新時(shí)間:2025-06-07 16:07:42 ip歸屬地:南昌,天氣:雷陣雨轉(zhuǎn)中雨,溫度:26-34 瀏覽次數(shù):5 公司名稱:鹽山縣 友駿管道(南昌市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 58/米 |
| 發(fā)貨期限 | 3天 |
| 供貨總量 | 15800 |
| 運(yùn)費(fèi)說(shuō)明 | 免運(yùn)費(fèi) |
| 小起訂 | 6米 |
| 質(zhì)量等級(jí) | A級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q235B、20# |
| 產(chǎn)品品牌 | 友駿 |
| 產(chǎn)品規(guī)格 | 無(wú)縫、直縫、螺旋 |
| 發(fā)貨城市 | 滄州 |
| 產(chǎn)品產(chǎn)地 | 河北 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | DN100 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 118Kg |
| 產(chǎn)品顏色 | 藍(lán)色、紅色、黃色、黑色 |
| 質(zhì)保時(shí)間 | 1年 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 消防給水 市政排水 燃?xì)廨斔?/td> |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 已認(rèn)證 |
| 產(chǎn)品功率 | 160 |
| 工作溫度 | 80° |
| 連接方式 | 焊接、卡箍、絲扣、承插 |
| 產(chǎn)品特性 | 耐腐蝕 使用壽命長(zhǎng) |
| 配送服務(wù) | 配送到場(chǎng) |
| 涂層 | 環(huán)氧粉末 |
| 涂層厚度 | 國(guó)標(biāo) |
| 范圍 | 生產(chǎn)基地位于【鹽山縣】,供應(yīng)范圍覆蓋江西省 南昌市、景德鎮(zhèn)市、九江市、贛州市、萍鄉(xiāng)市、新余市、吉安市、上饒市、撫州市、宜春市 東湖區(qū)、青云譜區(qū)、灣里區(qū)、青山湖區(qū)、新建區(qū)、安義縣、進(jìn)賢縣等區(qū)域。 |

<南昌>友駿管道有限公司以高科技為先導(dǎo)、以吸收國(guó)外技術(shù)為基礎(chǔ),以改進(jìn)創(chuàng)新為發(fā)展動(dòng)力,以加工制造為根本,并依托科研院校,加大南昌科研成果轉(zhuǎn)化力度,結(jié)合嚴(yán)謹(jǐn)、求實(shí)、富有鉆研精神的人才隊(duì)伍,開(kāi)發(fā)并推出多項(xiàng)具有競(jìng)爭(zhēng)力的南昌產(chǎn)品,逐漸取得行業(yè)技術(shù)優(yōu)先。
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
涂塑鋼管加工工藝分為四種:熱浸塑、高壓靜定噴涂、滾塑、包塑。而且連接方式的不同其加工的過(guò)程也不相同。該產(chǎn)品所需要的原材料為塑料粉末和鋼管。整個(gè)加工的開(kāi)始需要采購(gòu)原材料,消防一般采用的塑料粉末為環(huán)氧樹(shù)脂,所用鋼管型號(hào)為無(wú)縫鋼管、直縫鋼管或螺旋管,原材料采購(gòu)回來(lái)步進(jìn)行檢驗(yàn),特別是鋼管型號(hào)、長(zhǎng)度、壁厚需要測(cè)量。 涂塑復(fù)合鋼管的施工工藝 一、檢驗(yàn):管材進(jìn)廠后,檢查數(shù)量、壁厚是否符合要求,是有縫或無(wú)縫管材,管材兩端是否圓整和彎曲; 二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發(fā)現(xiàn)有毛刺后去除、磨平; 三、酸洗:將管材(管件)浸入池中浸泡(20-25)分鐘,除銹后撈出,轉(zhuǎn)入下一道工序; 四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出; 五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干; 六、噴涂:將晾干后的管材(管件)放置在管架上進(jìn)行內(nèi)、外噴涂,噴涂前根據(jù)客戶要求選擇不同顏色的涂粉,噴涂過(guò)種中要嚴(yán)格控制靜電量、噴機(jī)的轉(zhuǎn)速、噴的出粉量,做到噴涂均勻,避免漏點(diǎn); 七、固化:待烘干管材進(jìn)入烘干車間后,工作人員要及時(shí)調(diào)整管材的擺放位置,盡量做到只留支撐點(diǎn)的損傷面積,按照涂粉的周化要求,預(yù)先調(diào)試好烘箱溫度及固化時(shí)間,并做好每一爐的記錄;產(chǎn)品出烘箱時(shí),嚴(yán)禁在高溫下作業(yè),用裸水觸摸;待產(chǎn)品冷卻后,正確擺放,查找磨損點(diǎn),及時(shí)修補(bǔ)后轉(zhuǎn)入下道工序; 八、包裝:用測(cè)厚儀檢查產(chǎn)品內(nèi)外壁噴層厚度是否符合要求,用測(cè)漏儀檢驗(yàn)產(chǎn)品內(nèi)部是有無(wú)漏點(diǎn),如全部合格后,用專用工具進(jìn)行包裝。
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")
標(biāo)涂塑鋼管環(huán)氧煤瀝青防腐鋼管廠家")