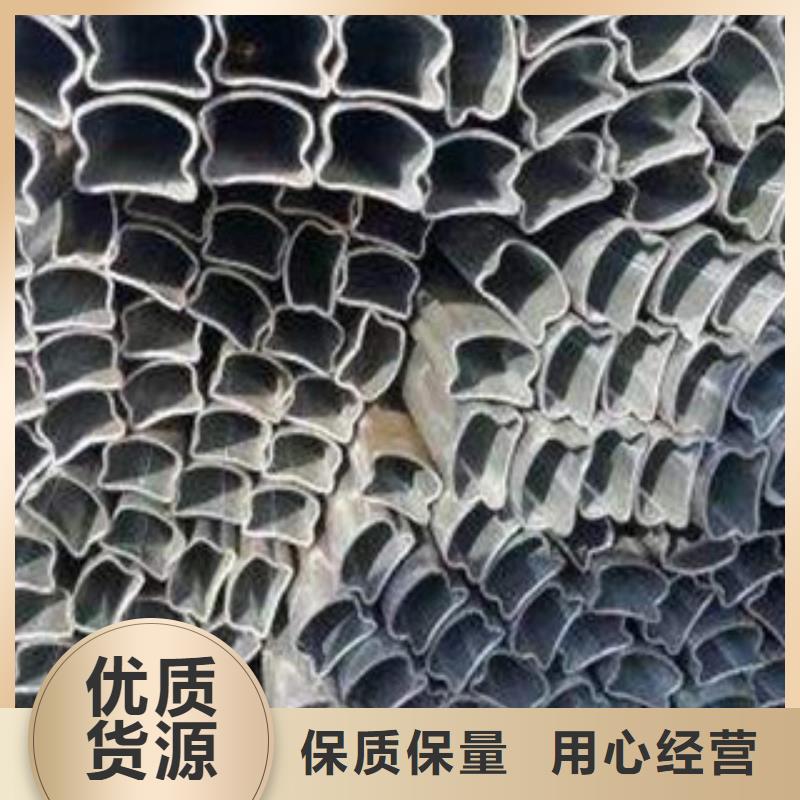




異型管形狀缺陷的九點控制方法
異型管生產中我們應該考慮對板坯形狀缺陷的控制,常見的形狀缺陷有鼓肚、凹陷等。要控制這一缺陷,我們可以從以下九個方面著手:一、盡量控制鋼中碳含量避開包晶反應區,向上限或下限控制。
二、根據異型管鋼種特性選用合適的保護渣,適當提高結晶器保護渣黏度,提高保護渣傳熱均勻性,保護渣加入時堅持勤加少加原則。
三、監測振動平穩性,保證振動橫向偏擺不大于0.2mm,縱向偏擺不大于0.4mm。
四、控制好異型管鋼水過熱度,確定合適的拉速制度,防止溫度過高、拉速過快造成的坯殼過薄。
五、為大面偏離角的嚴重凹陷,應做好扇形段液壓系統的維護、點檢,防止液壓失壓或扇形段抬起。提高扇形段夾輥質量并做好日常點檢,防止夾輥斷裂,偏離角部位出現嚴重凹陷后應立即停機,避免損失過大。停機后處理液壓系統故障或更換扇形段。
六、嚴格水口裝配,保證水口對中良好,防止偏流,保證異型管均勻凝固。
七、保證結晶器水縫均勻,提高結晶器材質,防止結晶器磨損嚴重及鍍層脫落,結晶器實施弱冷冷卻,合理控制冷卻強度。
八、提高扇形段順弧精度,尤其是結晶器與零段,發現零段夾輥彎曲嚴重及時進行更換。
九、適當增加窄面足輥與鑄坯的接觸程度,防止異型管鼓肚,但足輥不應調整過硬,否則可能造成拉坯阻力大。



浩融金屬制品廠有限公司成立于2007年,擁有自主研發生產等部門,為不斷滿足 江西南昌防腐鋼管市場與客戶的需求,公司不斷引進專業的研發人才及先進的生產設備。可按客戶要求研發生產各系列 江西南昌防腐鋼管產品。為保證產品品質,公司制定有一系列完整的生產工藝規范,及對所有供應商與物料都有嚴格的甄選與管控制度。以限度從源頭管控品質,確保所有物料及工藝均符合相關的標準要求。公司的目標就在于通過持續提供新產品響應市場需求,堅持以“誠信為本,以質取勝”的經營理念,奉行“客戶至上”的經營方針,已得到客戶廣泛的認同和信任。竭誠為廣大新老客戶提供優質的 江西南昌防腐鋼管產品、完善的服務,而保持行業地位。


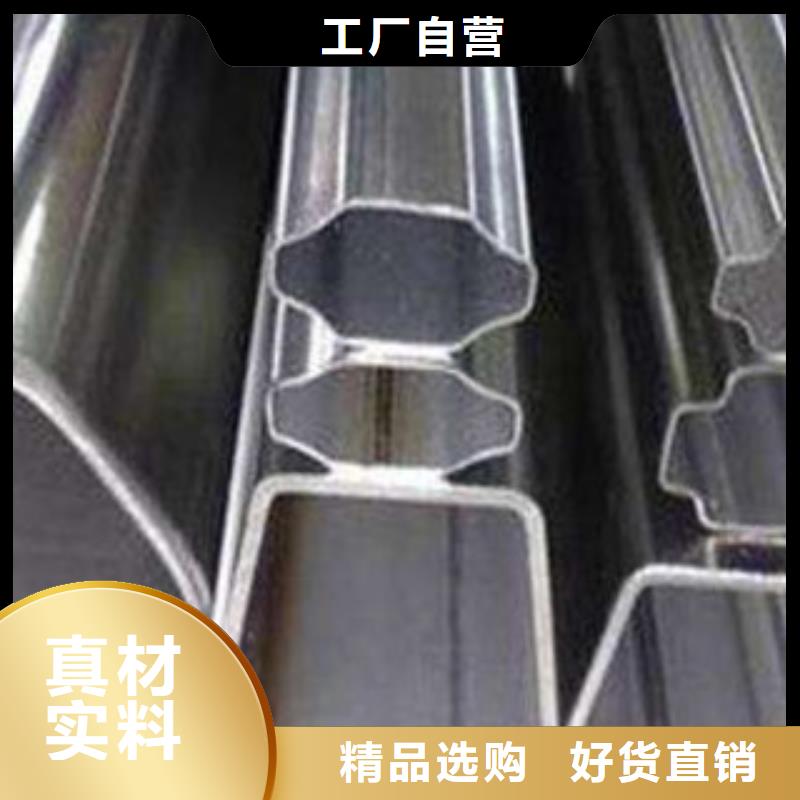
熱處理殘余力是指管材經熱處理后終殘存下來的應力,對形狀,尺寸和性能都有極為重要的影響。當它超過材料的屈服強度時便引起變形,超過材料的強度極限時就會造成開裂,這是它有害的一面,應當減少和。但在一定條件下控制應力使之合理分布,就可以提高機械性能和使用壽命,變害為利。
我們在處理異型管的熱處理應力時,應該注意以下六個要點:
(一)當熱應力占主導地位時,應力分布為心部受拉、表面受壓;當異型管的組織應力占主導地時應力分布為心部受壓、表面受拉。
(二)滲碳使表層馬氏體開始轉變溫度點下降,可導至淬火時馬氏體轉變順序顛倒。心部首先發生馬氏體轉變而后才波及到表面,可獲得表層殘余壓應力而提高抗疲勞強度。
(三)復合表面強化工藝可使表層殘余壓應力分布更合理,可明顯提高異型管的疲勞強度。
(四)異型管熱處理過程中產生的應力是不可避免的,而且往往是有害的。但我們可以控制熱處理工藝盡量使應力分布合理,就可將其有害程度降低到 限度,甚至變有害為有利。
(五)在高淬透性鋼件中易形成縱裂,在非淬透性工件中往往形成弧裂,在大型非淬透工件中容易形成橫斷和縱劈。
(六)滲碳后進行等溫淬火可保證心部馬氏體轉變充分進行以后,表層組織轉變才進行。使異型管獲得比直接淬火更大的表層殘余壓應力,可進一步提高疲勞強度。



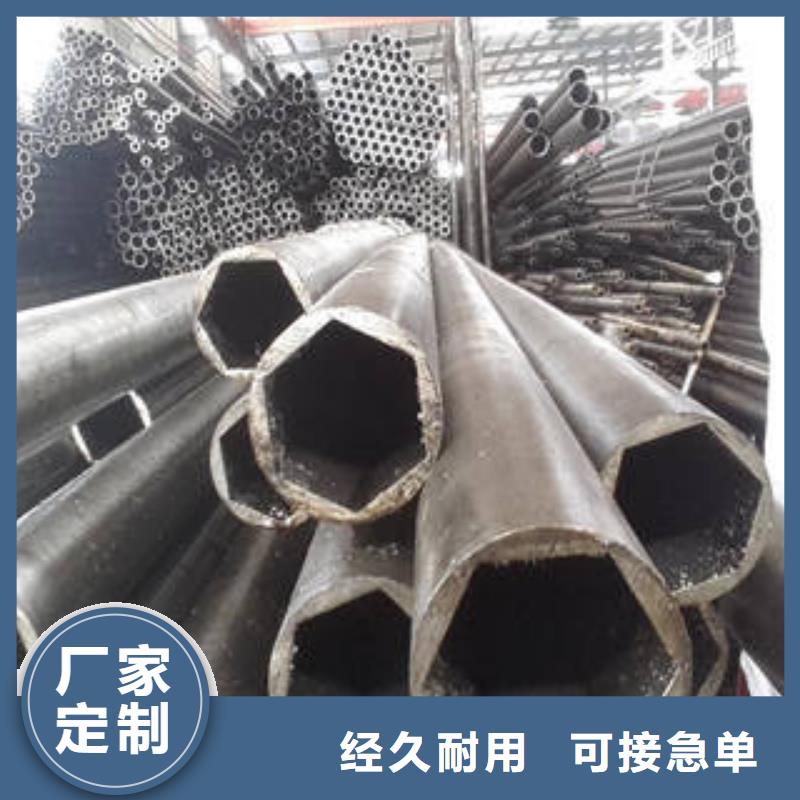
我國異型鋼管行業生產技術裝備水平既有世界 的無縫鋼管和焊接鋼管生產機組,異型鋼管又有不斷增加的穿孔+冷拔機組和焊接鋼管熱鍍鋅機組等。異型鋼管后者生產過程涉及到廢酸、廢水的處理和廢氣排放等問題,這些機組大部分裝備水平很低,環保設施不完善。異型鋼管初步統計數據顯示,穿孔+冷拔機組占我國無縫鋼管機組總數的比例達60%左右,產量占20%左右,熱鍍鋅機組也占有一定的比例。這些機組中相當一部分是屬于須淘汰或改造的產能
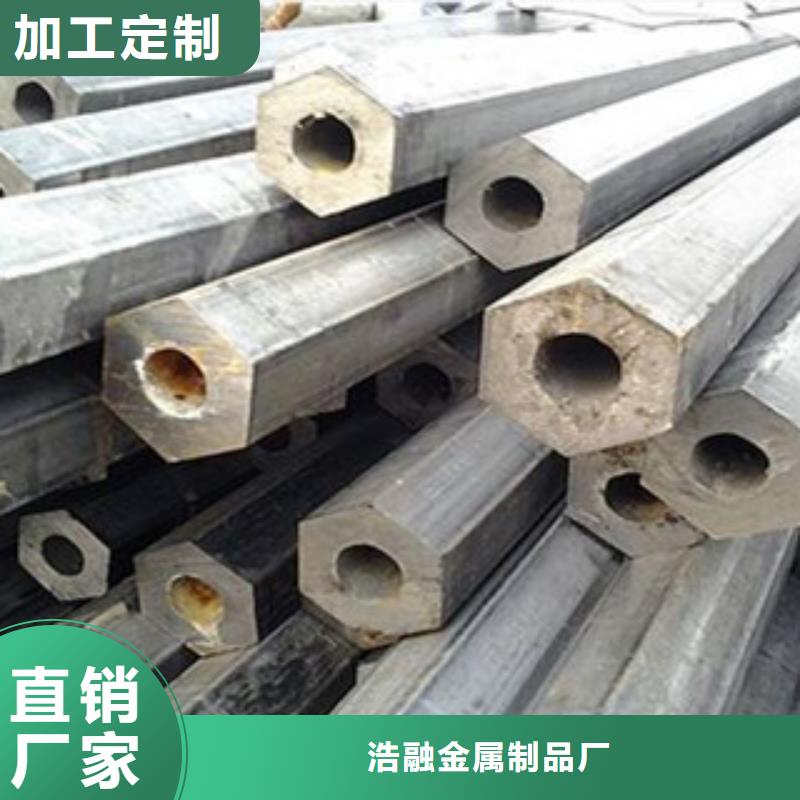
(一)異型管在倉庫里不得與酸、堿、鹽、水泥等有侵蝕性的材料堆放在一起,不同品種的鋼材應分別堆放,防止混淆,防止接觸腐蝕。
(二)遮蓋物應結實耐用,防止長時間日曬雨淋而腐爛滲漏。鋼管遮蓋時應保證表面通風,避免水蒸氣難以揮發而在表面匯集。
(三)庫房應根據地理條件選定,一般采用普通封閉式庫房,即有房頂有圍墻、門窗嚴密,設有通風裝置的庫房。
