
以下是【銅止水】止水紫銅片放心購(gòu)的現(xiàn)場(chǎng)實(shí)拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點(diǎn)和特點(diǎn)不容錯(cuò)過(guò)。
以下是:【銅止水】止水紫銅片放心購(gòu)的圖文介紹
")
隨著 四川綿陽(yáng)排水盲管工藝技術(shù)的飛躍發(fā)展,我廠在保持原有技術(shù)的條件下,吸收消化技術(shù),引進(jìn)的 四川綿陽(yáng)排水盲管生產(chǎn)設(shè)備,一直以來(lái)以好的質(zhì)量,周到的服務(wù)贏得了廣大用戶的信賴和好評(píng)。 在不斷的發(fā)展中,興泰工程材料有限公司健全管理體系,完善管理手段。我們將繼續(xù)堅(jiān)持客戶至上、誠(chéng)實(shí)守信的宗旨,始終不移的把客戶的利益放在心中。在此,我公司全體員工謹(jǐn)向?qū)窘o予關(guān)懷支持和幫助的新老朋友及廣大客戶表示衷心感謝,您的滿意是我們的不懈追求!
")
")
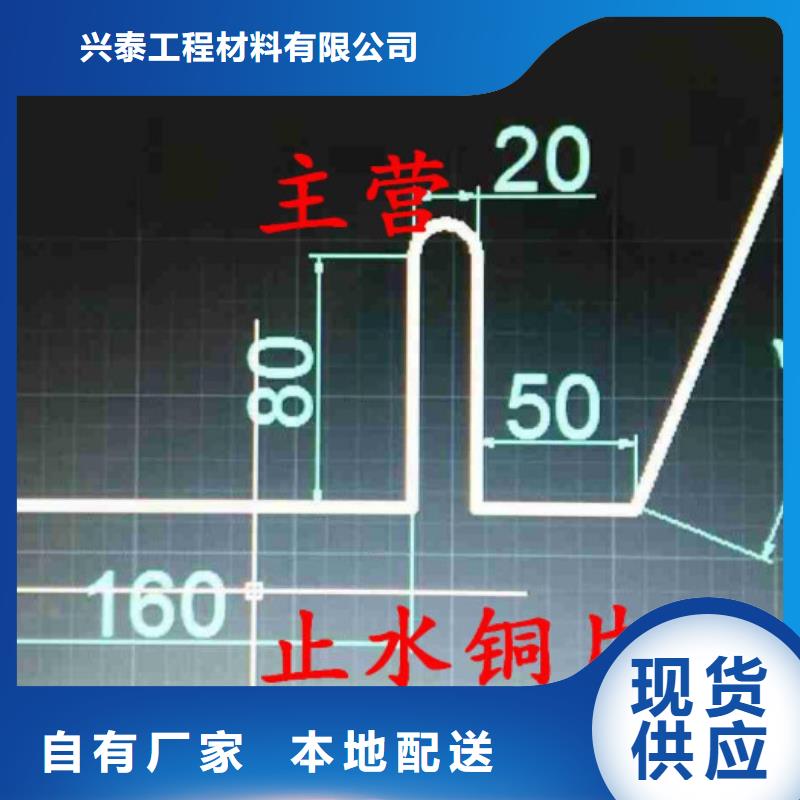
止水銅板各類特性 2021-10-19 ? 鍍錫防水紫銅板-導(dǎo)電性t2紫銅板特性 V型紫銅止水板遍布運(yùn)用于各種水利建造中,為所有項(xiàng)目的防水層水.滲水層面發(fā)揮了非常大的功效。四川綿陽(yáng)銅止水而銅片止水原料以紅銅生產(chǎn)加工而成,具有精致的拓寬.導(dǎo)電性.傳熱.耐腐蝕等功能和加工工藝功能.物理學(xué)功能.有機(jī)化學(xué)功能.機(jī)械設(shè)備功能.工業(yè)生產(chǎn)功能等,可隨純凈度.溫度.生產(chǎn)方式 .金屬材料結(jié)構(gòu).塑性形變水準(zhǔn)等矛盾而更改。因此銅片止水可令人滿意水利建筑的矛盾要求而獲得遍布運(yùn)用。 V型紫銅止水板詳盡施工步驟: 1.先將二根12#建筑鋼筋垂直平分底版固定不動(dòng),將止水銅板放置二根建筑鋼筋正中間,根據(jù)一根水準(zhǔn)建筑鋼筋透過(guò)止水銅板,并在程度建筑鋼筋上邊電焊焊接止水環(huán),將止水環(huán)和止水銅板中間焊透對(duì)接。止水銅板總寬不小于400mm,分離埋進(jìn)底版砼中200mm,該先澆砼應(yīng)高過(guò)底版上表層200mm之上,銅錢薄厚不小于3mm,為銅錢工程施工時(shí)具備一定的彎曲剛度,好銅錢長(zhǎng)方位兩邊50mm壓邊,約折30度邊; 2.待止水銅板基本上到位,銅錢中間應(yīng)盡量避免托詞,銅錢中間的接頭可選用鋼筋搭接電焊焊接,鋼筋搭接長(zhǎng)短宜超過(guò)400mm,焊接須焊透。銅錢橡膠止水帶和止水帶較為,優(yōu)勢(shì)比不上止水帶,一個(gè)明顯的問(wèn)題就是銹蝕,后期制作不便,因此盡量選用止水帶工程施工; 3.設(shè)備方位難題,不論是水準(zhǔn)銅錢橡膠止水帶仍是縱向銅錢橡膠止水帶,一定要使兩翹斜面設(shè)備方位朝迎河面; 4.止水銅板一般全是設(shè)備在圈梁部位.有防潮需要的地下側(cè)板墻分隔縫或沉降縫處,外露在外面時(shí)間長(zhǎng),要搞好防范解決,例如刷涂防腐漆等對(duì)策。
")
")
")
銅止水片(是由紫銅或純銅生產(chǎn)加工而成),四川綿陽(yáng)銅止水因而銅止水片的電焊焊接應(yīng)以紫銅焊接檢驗(yàn)標(biāo)準(zhǔn)。銅止水片電焊焊接宜選用氣割或氬弧焊機(jī),這兒詳細(xì)介紹氣割的操作流程及其常見(jiàn)問(wèn)題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產(chǎn)生焊接的焊接工藝。 其具體步驟辦法是:關(guān)掉焊把電源開(kāi)關(guān),將乙炔氣體及O2開(kāi)啟,打火漸漸地開(kāi)啟焊把電源開(kāi)關(guān)引燃焊嘴,將焊絲依據(jù)必須 放到被焊物件上,再慢慢調(diào)準(zhǔn)焊嘴的火焰高低,應(yīng)用火焰溶化焊絲與焊接件的合金凝結(jié)后產(chǎn)生-條焊接。 需運(yùn)用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm,與此同時(shí)為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動(dòng)的方式 。氣割的操作過(guò)程方式 包含氧氣乙炔焰的引燃.調(diào)整和滅掉.起焊.電焊焊接全過(guò)程中焊炬和焊絲的健身運(yùn)動(dòng).連接頭和結(jié)尾的使用要點(diǎn)。 1.火苗的引燃 焊炬的握法,應(yīng)左手拿焊炬,將食指和無(wú)名指坐落于氧e調(diào)節(jié)閥處,與此同時(shí)大拇指還能夠電源開(kāi)關(guān).調(diào)整乙炔氣體調(diào)節(jié)閥門,隨時(shí)隨地調(diào)整汽體的總流量。引燃火苗時(shí),先要稍稍打開(kāi)氧s氣調(diào)節(jié)閥門,隨后再開(kāi)乙炔氣體調(diào)節(jié)閥門,二種汽體在焊炬內(nèi)混和后,從焊嘴噴出來(lái),這時(shí)將焊嘴挨近明火就可以引燃。打火時(shí),拿明火的手不必正對(duì)接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現(xiàn)事故。(留意)一開(kāi)始打火時(shí),很有可能發(fā)生持續(xù)”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時(shí)候發(fā)生不容易打火的狀況,大部分狀況是氫開(kāi)得過(guò)大而致,這時(shí)候應(yīng)將氧e調(diào)節(jié)閥調(diào)小。
")
")
紫銅片止水如何焊接 紫銅止水片焊接質(zhì)量測(cè)試方法 四川綿陽(yáng)銅止水1、紫銅止水片焊接接頭可以從外觀質(zhì)量檢驗(yàn) 焊接完成后,采用目測(cè)或量測(cè)檢查焊縫是否平整,光滑,軸線時(shí)間的接口誤差是否滿足招標(biāo)文件技術(shù)條款要求及搭接長(zhǎng)度不小于20mm。 2、焊接接頭部位的煤油滲透測(cè)試 先將用于檢驗(yàn)的部位表面清理干凈,不得留有污漬,用 漿涂抹,待徹底晾干后在焊縫的背面抹上煤油。由于煤油所具有的張力作用,具有滲透細(xì)小縫隙的特性。如果紫銅止水片焊縫不緊密或者鋼材內(nèi)部有疏松、夾層、夾灰時(shí),煤油將紫銅止水片滲漏到鋼材或焊縫的另一面并在 上顯出印漬。 自粘復(fù)合型止水帶是一水平止水片(帶)上或下50㎝范圍內(nèi)不宜設(shè)置水平成型后的止水紫銅片,在安裝時(shí),應(yīng)避免扭曲變形或其他損壞.止水安裝時(shí), 為準(zhǔn)確的確定缺陷位置,避免印漬擴(kuò)散,在涂上煤油后稍停片刻即進(jìn)行觀察,初出現(xiàn)印漬處為缺陷位置。為了保證煤油有足夠的浸潤(rùn)滲透時(shí)間,以保證檢測(cè)的過(guò)程持續(xù)在半小時(shí)以上不出現(xiàn)印漬叫為適宜。 3、焊接接頭的力學(xué)性能測(cè)試方法 接頭拉力試驗(yàn)不應(yīng)該小于母材抗拉強(qiáng)度的80%,這個(gè)地方需要大家嚴(yán)格把控。
")
點(diǎn)擊查看興泰工程材料有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】