
鵬鑫鋼鐵
梅州薄壁焊管全國發貨

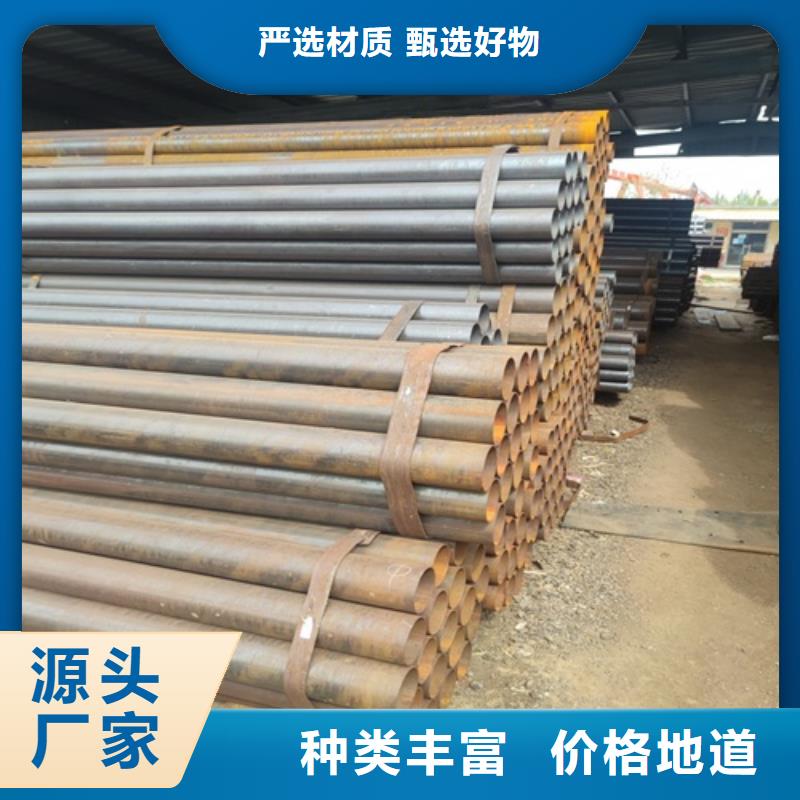
焊管高頻焊接方法 焊管采用這種焊接方法時,接觸頭可設置在離會合點不同距離上。管坯運動時,接觸頭可沿待焊邊上面或下面滑動。接觸頭從上面放置在待焊邊上的方案用得*廣,因為采用這種方案可以使焊接裝置結構簡單可靠。焊管高頻焊接主要是利用高頻電流的趨膚效應和鄰近效應,使電流高度集中在待焊邊上,從而能在百分之一秒時間內將其加熱到焊接溫度1230℃左右,然后在擠壓輥的作用下進行壓力焊接。 焊管高頻焊接方法,根據向被焊件饋電方式不同,可分為傳導饋電和感應饋電兩種。采用傳導饋電焊接時,借助于兩個接觸頭2和3把高頻電流傳到管坯1上。焊接電流沿管坯坡口兩側流過,并通過擠壓輥5附近的坡口兩側會合點形成回路。在管坯兩側坡口上的電流方向是相反的,因此,鄰近效應使電流集中于坡口的表面, 電流頻率越高,電流就越集中于其表面。阻抗器4提高了坡口加熱的集中程度,因為它增大了電流環繞管坯流過的感抗。 現在的焊管焊接技術已經時發展的非常純熟,開始慢慢的擺脫之前的老套,逐漸采用全新的技術,并且嚴格保證了焊縫技術的優越性。未來的鋼材市場,科技市場中國必將走在前沿。



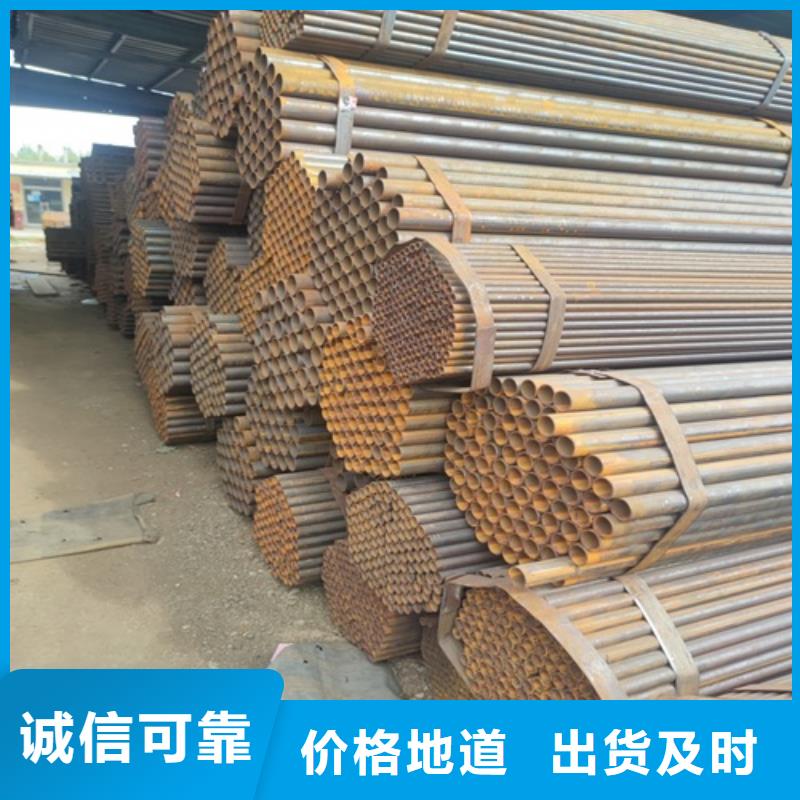
Q345C直縫焊管檢驗標準 Q345C直縫焊管幾何尺寸及外形檢查方法: 1、壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄; 2、外徑、橢圓度檢查:卡規、游標卡尺、環規,測出點; 3、長度檢查:鋼卷尺、人工、自動測長; 4、彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度; 5、端面坡口角度和鈍邊檢查:角尺、卡板。 Q345C直縫焊管在檢查好幾何尺寸及外形后,還要做化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。
梅州薄壁焊管全國發貨
 鵬鑫鋼鐵
鵬鑫鋼鐵