
聯系我們

304不銹鋼卷板廠家聯系電話
更新時間:2025-01-06 14:07:25 瀏覽次數:3 公司名稱:無錫 昌盛源金屬有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 15.2--55/kg |
| 發貨期限 | 2 |
| 供貨總量 | 99999999 |
| 運費說明 | 另計 |
| 最小起訂 | 10 |
| 質量等級 | 一級 |
| 是否廠家 | 代理商 |
| 產品材質 | 201.304 .316L 304L.2205.310S等 |
| 產品品牌 | 寶鋼,太鋼,張浦,宏旺,甬金等 |
| 產品規格 | 1000-1219 |
| 發貨城市 | 無錫 |
| 產品產地 | 寶鋼,太鋼,張浦,宏旺,甬金等 |
| 加工定制 | 接受定制 |
| 產品型號 | 0.3-100 |
| 可售賣地 | 無錫 |
| 產品重量 | kg |
| 外形尺寸 | 1000-2000 |
| 適用領域 | 工業,食品,化工, |

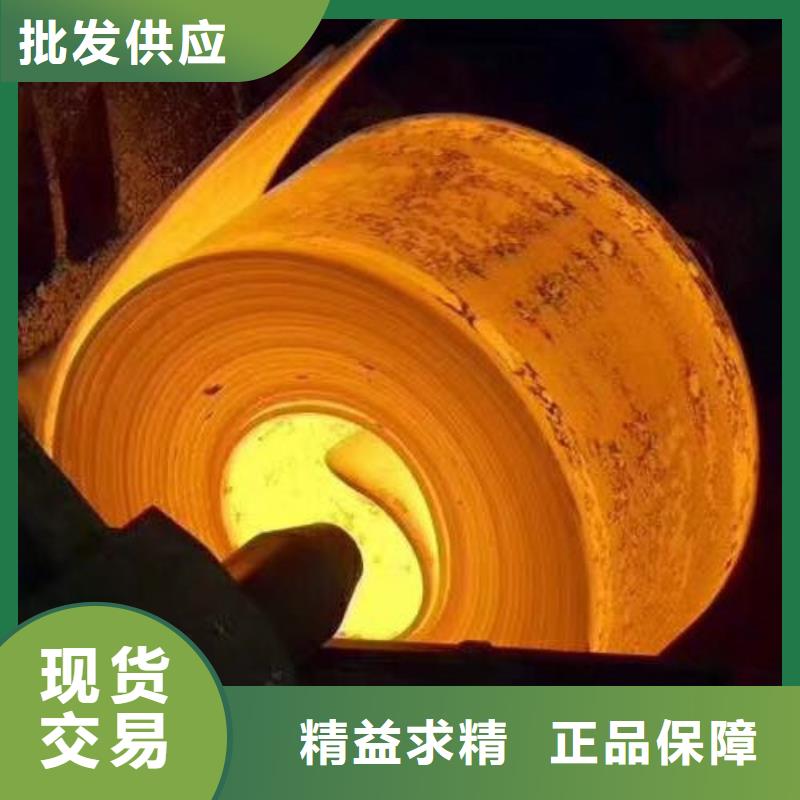





高硅含量使梅州00Cr18Ni15Si4鋼對濃硝酸和含氧化劑的硝酸有非常出色的耐蝕性。而且硝酸濃度愈高(尤其是超過80%以后),其他不銹鋼越不耐蝕時,該鋼種越顯示出極低的腐蝕率。圖4-15是在沸騰濃硝酸中該鋼種與0Cr18Ni9鋼耐蝕性的對比。濃度超過90%的沸騰硝酸中,00Cr18Ni15Si4鋼的腐蝕率低于0.02mm/a,而梅州0Cr18Ni9鋼的腐蝕率則在1.5mm/a以上。
該鋼種由于碳含量極低,即使在敏化狀態下耐晶間腐蝕性能也很好。休氏法晶間腐蝕實驗(65%HNO3,沸騰,10×48h)的腐蝕率僅為0.6g/(m2.h)。
梅州00Cr18Ni15Si4鋼可進行鍛造和熱軋。熱加工加熱溫度為1080-1140℃(鋼錠加熱控制在1120℃以下),停鍛溫度為900℃。加熱爐氣氛要保持為弱氧化性,以防止鍛件增碳。工件加熱要均勻、燒透,避免火焰直接噴射和局部過熱,由于再結晶速度較慢(特別是當溫度較低時),要注意及時回爐加熱。
冷加工成形也容易進行,但由于加工硬化較快及變形量較大時容易變脆,要及時進行中間軟化退火。冷彎時彎曲半徑不宜太小。
該鋼種正確的熱處理制度為1100-1140℃加熱后水冷(固溶處理),加熱爐氣氛應為弱氧化性。熱加工、冷加工和焊后都要進行固溶處理。要注意固溶處理溫度不能過低,否則耐蝕性和力學性能(塑性和韌性)都會受影響。在敏化溫度區間(500-950℃)不宜較長時間受熱或緩慢冷卻通過。
該鋼種可使用包劑焊條進行手工電弧焊或惰性氣體保護焊。但應采用和低熱輸入、低電流和小直徑焊條,層間溫度也應較低。焊接材料成分應與母材基本相同,焊縫中的δ-鐵素體量不得超過10%。
梅州1Cr17Ni7不銹鋼在工業大氣、城市大氣條件下抗銹性良好,在中性的氧化性環境中有較好的耐蝕性。但在海洋大氣條件下或在還原性環境中耐蝕性較差。另外,該鋼種對于梅州化工過程中常見的酸、堿、鹽介質耐蝕性較差,因而不在化工裝置或設備中應用。
工藝性能
該鋼種熱加工工藝性能良好,鍛軋熱加工溫度范圍為1150-850℃。用生產不銹鋼的常規生產手段能順利地生產出各種常用規格的棒、板、帶和絲材。進行冷變形加工時,由于冷作硬化傾向較強,要增加中間軟化退火的次數。該鋼種適宜的固溶處理溫度(以及中間軟化退火溫度)為1050-1100℃
該鋼種在固溶態下焊接無困難。但梅州冷軋態材料進行焊接會在焊縫附近形成低強度區而影響使用,因而不在焊接狀態下應用。若不可避免焊接時,應盡量減少熱輸入或采用電阻焊(點焊、滾焊等)。
梅州00Cr18Ni14Mo2Cu2系在00Cr17Ni14Mo2基礎上加入約2%Cu而發展起來的, 在稀硫酸、磷酸等還原性酸中以及在醋酸、甲酸等有機酸中,其耐蝕性優于梅州00Cr17NI14Mo2和00Cr19Ni13Mo3。此鋼系耐稀硫酸腐蝕的較好材料,在室溫、中等濃度的硫酸中耐蝕性亦佳。它是制造化工、化肥、化纖設備的重要耐蝕材料,可用作焊接結構件和管道、容器等。
此鋼種與00Cr18Ni14Mo2Cu2鋼相比,由于碳含量高且加入碳化物形成元素Ti,在具有較高強度的同時,其耐晶間腐蝕性能良好。加之此鋼鎳含量高,組織更加穩定,不存在鐵素體,熱塑性好,因而較00Cr18Ni14Mo2Cu2更適于生產不銹鋼管材。此鋼的耐蝕性在硫酸等還原性介質中要較梅州00Cr18Ni14Mo2Cu2鋼為優。由于它在磷酸、中溫中等濃度硫酸中耐蝕性優良,故多用于制造酸洗、合成橡膠、人造絲浸槽等與硫酸相接觸的設備。
梅州不銹鋼加工、施工保管和運輸
深加工:易產生磨擦熱量所以使用耐壓、耐熱性高不銹鋼種同時成型加工結束后應除掉表面附著的油。
梅州不銹鋼板焊接:焊接之前應徹底除掉有害于焊接的銹、油、水份、油漆等,選定適合鋼種的焊條。點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用不銹鋼刷。焊完以后,為了防止局部腐蝕或強度下降,應對表面進行研磨處理或清洗。
切斷以及沖壓:由于不銹鋼比一般材料強度高,所以沖壓以及剪切時需要更高的壓力,而刀與刀間隙準確時才能不發生切變不良和加工硬化, 采用等離子或激光切斷,當不得不采用氣割或電弧切斷時,對熱影響區進行研磨以及必要進行熱處理。
折彎加工:簿板可以折彎到180,但為了減少彎面的裂紋同半徑大小 2倍板厚的,梅州厚板沿壓延方向時給2倍板厚半徑,與壓延垂直方向彎曲時給4倍板厚的半徑是有必要的,特別是在焊接時,為了防止加工開裂應對焊接區進行表面研磨。
施工以及施工注意點
為了防止施工時產生劃傷以及污染物附著,貼膜狀態下進行不銹鋼施工。但是隨著時間的延長,粘貼液的殘留按照貼膜使用期限,施工以后除掉貼膜時應進行表面洗滌,并使用專用不銹鋼工具,與一般鋼清潔公用工具時,為了不讓鐵屑粘著應進行清掃。
應注意不讓具有很強腐蝕性的磁性以及石奢清潔用藥物接觸到不銹鋼表面,若接觸時應立即進行洗滌。施工建設結束后應用中性洗滌劑以及水洗滌表面附著的水泥、粉灰等到物。