您的位置>首頁 >眉山本地今日新聞 >
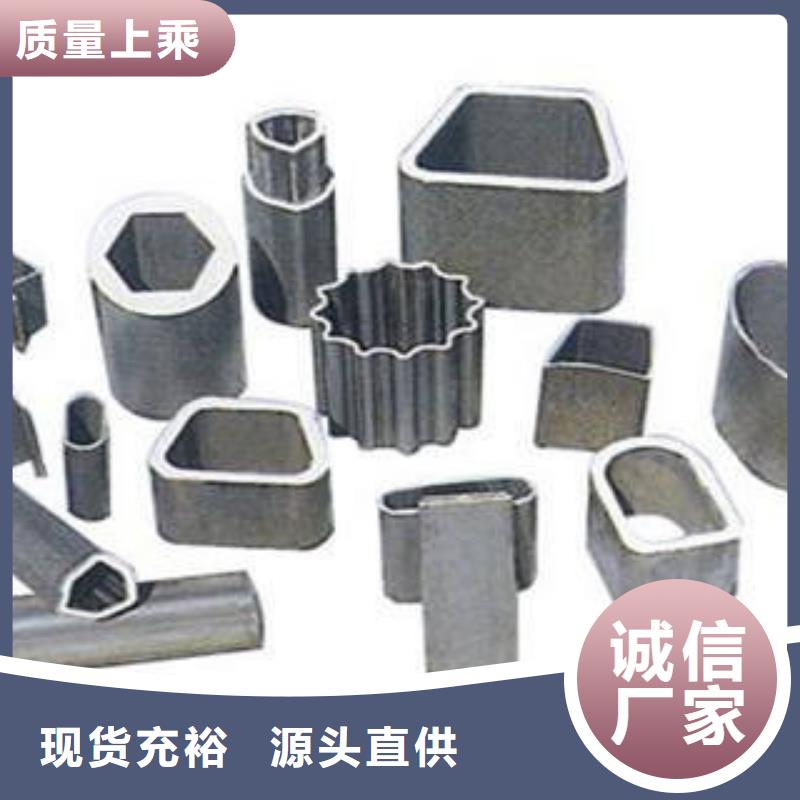
異型管異型無縫鋼管認準大品牌廠家
更新時間: 2025-01-20 06:05:42 瀏覽次數:2
以下是:異型管異型無縫鋼管認準大品牌廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 品牌 | 浩融金屬 |
|---|
| 產地 | 山東 |
|---|
| 是否進口 | 否 |
|---|
以下是:異型管異型無縫鋼管認準大品牌廠家的圖文視頻
導讀 您是想要在四川省眉山市采購高質量的異型管異型無縫鋼管認準大品牌廠家產品嗎?浩融金屬制品廠有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的異型管異型無縫鋼管認準大品牌廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:單勇飛-13963513828,QQ:3309701788,地址:《聊城開發區蔣官屯工業園發貨到四川省 眉山市 東坡區、仁壽縣、彭山區、洪雅縣、丹棱縣、青神縣》。 四川省,眉山市 民國二年(1913年),撤銷眉州恢復眉山縣。眉山市是大文豪蘇東坡的故鄉,是天府新區的重要組成部分,素有“千載詩書城”“人文州”美譽;文化厚重,宋代曾是中國三大雕版印刷中心之一,唐宋散文八大家中,眉山蘇洵、蘇軾、蘇轍獨占三席。兩宋年間,眉山進士886人,史稱“八百進士”。,是園林城市、森林城市。擁有“世界美桌山”瓦屋山、“長壽福地”彭祖山、“川西海”黑龍灘、“峨眉半山”七里坪等景點,被評為亞太地區(二三線城市)旅游目的地、中國美生態文化旅游城市;區位優越,主城區距離成都僅60千米,距離成都雙流國際機場、成都天府國際機場均為50千米,成眉間動車公交化運營,列車數量達80列次/日。2022年5月,被納入巴蜀文化旅游走廊的規劃范圍。
想要真正了解異型管異型無縫鋼管認準大品牌廠家產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
以下是:異型管異型無縫鋼管認準大品牌廠家的圖文介紹


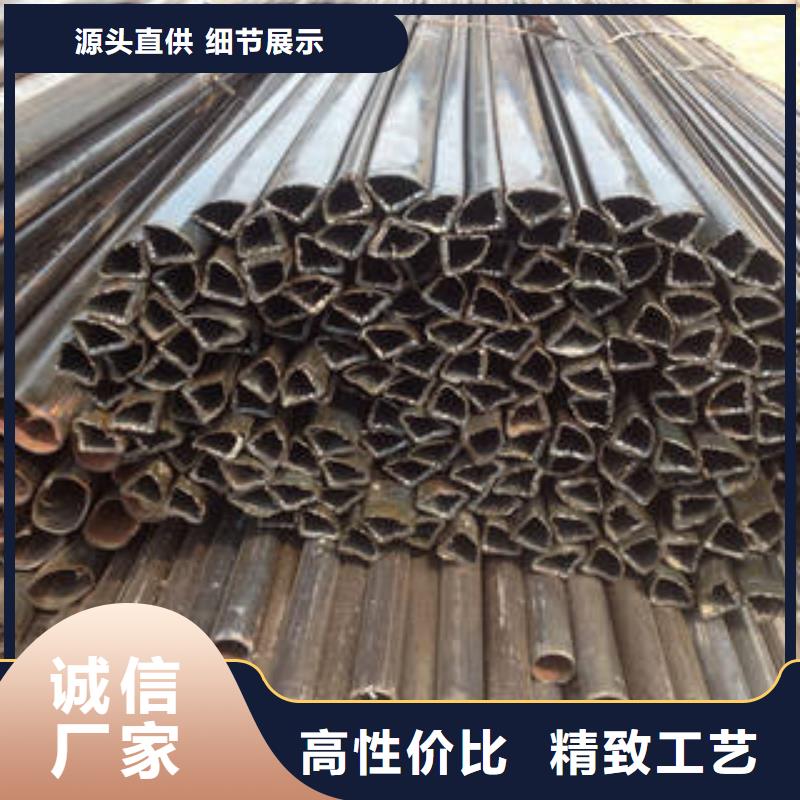
異型管的工藝性能
(一)切削加工性
異型管切削加工性系指金屬接受切削加工的能力,也是指管材經過加工而成為合乎要求的工件的難易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨損程度來評價金屬的切削加工性。
(二)鍛性
異型管材料在承受錘鍛、軋制、拉拔、擠壓等加工工藝是會改變形狀而不產生裂紋的性能。它實際上是金屬塑性好壞的一種表現,金屬材料塑性越高,變形抗力就越小,則鍛性就越好。鍛性好壞主要決定于金屬的化學成分、顯組織、變形溫度、變形速度及應力狀態等因素。



浩融金屬制品廠有限公司致力于向客戶提供滿足其需求的 四川眉山防腐鋼管, 以及售后服務和解決方案,為客戶創造長期價值。 以企業“重信用,守合同,保證質量”為核心宗旨目標;并與多家 四川眉山防腐鋼管品牌商建立了長期穩定的關系;不斷升級、創新;不斷公司的技術平臺實力來滿足日益增長的市場需求,以便更優的帶動公司內部運營效率,為企業提供服務。

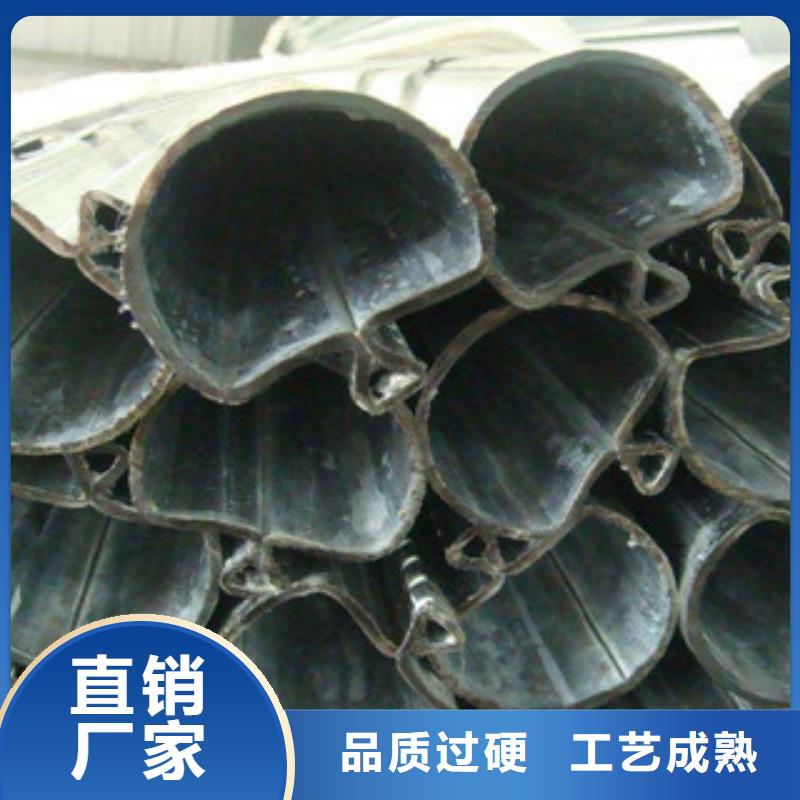
異型管形狀缺陷的九點控制方法
異型管生產中我們應該考慮對板坯形狀缺陷的控制,常見的形狀缺陷有鼓肚、凹陷等。要控制這一缺陷,我們可以從以下九個方面著手:一、盡量控制鋼中碳含量避開包晶反應區,向上限或下限控制。
二、根據異型管鋼種特性選用合適的保護渣,適當提高結晶器保護渣黏度,提高保護渣傳熱均勻性,保護渣加入時堅持勤加少加原則。
三、監測振動平穩性,保證振動橫向偏擺不大于0.2mm,縱向偏擺不大于0.4mm。
四、控制好異型管鋼水過熱度,確定合適的拉速制度,防止溫度過高、拉速過快造成的坯殼過薄。
五、為大面偏離角的嚴重凹陷,應做好扇形段液壓系統的維護、點檢,防止液壓失壓或扇形段抬起。提高扇形段夾輥質量并做好日常點檢,防止夾輥斷裂,偏離角部位出現嚴重凹陷后應立即停機,避免損失過大。停機后處理液壓系統故障或更換扇形段。
六、嚴格水口裝配,保證水口對中良好,防止偏流,保證異型管均勻凝固。
七、保證結晶器水縫均勻,提高結晶器材質,防止結晶器磨損嚴重及鍍層脫落,結晶器實施弱冷冷卻,合理控制冷卻強度。
八、提高扇形段順弧精度,尤其是結晶器與零段,發現零段夾輥彎曲嚴重及時進行更換。
九、適當增加窄面足輥與鑄坯的接觸程度,防止異型管鼓肚,但足輥不應調整過硬,否則可能造成拉坯阻力大。


總結 今年在四川省眉山市購買異型管異型無縫鋼管認準大品牌廠家有了新選擇,浩融金屬制品廠有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的異型管異型無縫鋼管認準大品牌廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:單勇飛-13963513828,QQ:3309701788,地址:開發區蔣官屯工業園。