


云海旭金屬材料有限公司
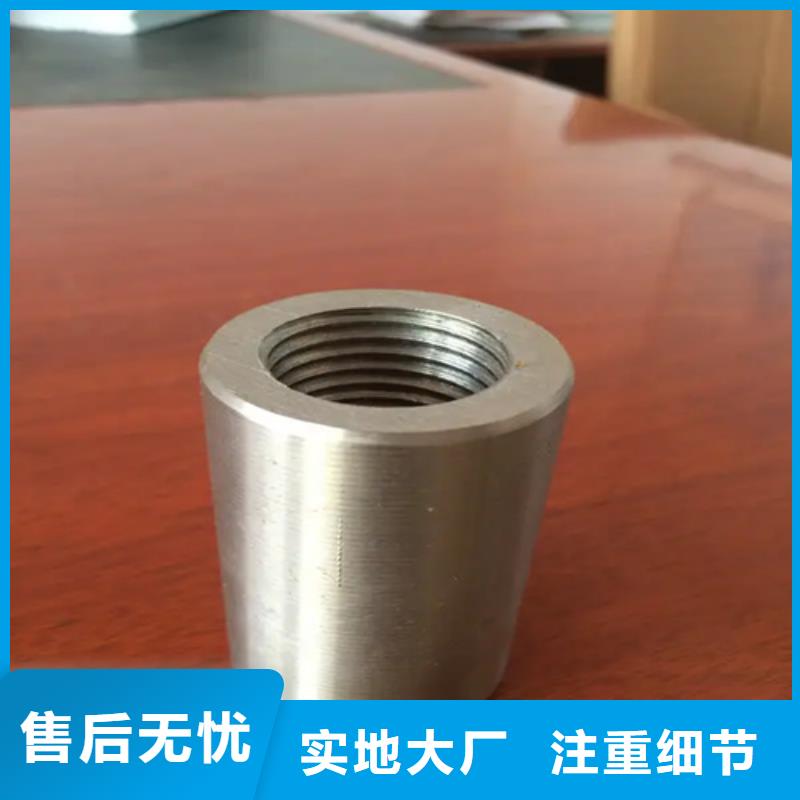
優(yōu)價廉的橋梁用鋼筋套筒供貨商") 鋼筋套筒接頭加工的技術(shù)是需要十分慎重的進(jìn)程需要的,我們可以經(jīng)過比較其他加工技術(shù)而言,鋼筋接頭的技術(shù)進(jìn)程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機(jī)或其他專用堵截設(shè)備,制止氣割。2、剝肋滾壓螺紋:運(yùn)用鋼筋剝肋滾壓直螺紋機(jī)將待聯(lián)接鋼筋的端頭加工成螺紋。3、絲頭質(zhì)量查驗(yàn):操作者對加工的絲頭進(jìn)行的質(zhì)量查驗(yàn)。4、帶帽保護(hù):用專用的鋼筋絲頭保護(hù)帽或聯(lián)接套筒將鋼筋絲頭進(jìn)行保護(hù),防止螺紋被磕碰或被污物污染。5、絲頭質(zhì)量抽檢:對自檢合格的絲頭進(jìn)行的抽樣查驗(yàn)。6、存放待用:按規(guī)格型號及類型進(jìn)行分類堆積。
鋼筋套筒如何在低溫條件下灌漿施工?灌漿區(qū)域保溫攪拌機(jī)保溫:用纖維保溫氈包裹機(jī)身并封口;灌漿罐保溫:用纖維保溫氈包裹機(jī)身及頂蓋;注漿管路保溫:用纖維保溫氈將管路包裹,降低灌漿料在灌漿管路內(nèi)散失熱量,保證灌漿入套筒溫度不低于5℃,延長灌漿料的工作時間;攪拌漿料的用水溫度:攪拌漿料的用水溫度控制在0℃~10℃之間,以保證灌漿料的溫度;機(jī)械灌漿采用可調(diào)機(jī)械壓力灌漿工藝,通過控制機(jī)械電機(jī)速度來控制灌漿過程漿體流速,控制依據(jù)為灌漿過程中本灌漿腔內(nèi)已經(jīng)封堵的灌漿孔或排漿孔的橡膠塞能耐住低壓灌漿壓力不脫落為宜,如果出現(xiàn)脫落則立即塞堵并調(diào)節(jié)壓力。灌漿腔保壓排漿孔漿體成柱狀逐一排出,采用橡皮塞逐一封堵,所有灌漿套筒的排漿孔均排出漿體并封堵后,調(diào)低灌漿設(shè)備的壓力,開始保壓,保壓30秒。
鋼筋套筒接頭加工的技術(shù)是需要十分慎重的進(jìn)程需要的,我們可以經(jīng)過比較其他加工技術(shù)而言,鋼筋接頭的技術(shù)進(jìn)程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機(jī)或其他專用堵截設(shè)備,制止氣割。2、剝肋滾壓螺紋:運(yùn)用鋼筋剝肋滾壓直螺紋機(jī)將待聯(lián)接鋼筋的端頭加工成螺紋。3、絲頭質(zhì)量查驗(yàn):操作者對加工的絲頭進(jìn)行的質(zhì)量查驗(yàn)。4、帶帽保護(hù):用專用的鋼筋絲頭保護(hù)帽或聯(lián)接套筒將鋼筋絲頭進(jìn)行保護(hù),防止螺紋被磕碰或被污物污染。5、絲頭質(zhì)量抽檢:對自檢合格的絲頭進(jìn)行的抽樣查驗(yàn)。6、存放待用:按規(guī)格型號及類型進(jìn)行分類堆積。
鋼筋套筒如何在低溫條件下灌漿施工?灌漿區(qū)域保溫攪拌機(jī)保溫:用纖維保溫氈包裹機(jī)身并封口;灌漿罐保溫:用纖維保溫氈包裹機(jī)身及頂蓋;注漿管路保溫:用纖維保溫氈將管路包裹,降低灌漿料在灌漿管路內(nèi)散失熱量,保證灌漿入套筒溫度不低于5℃,延長灌漿料的工作時間;攪拌漿料的用水溫度:攪拌漿料的用水溫度控制在0℃~10℃之間,以保證灌漿料的溫度;機(jī)械灌漿采用可調(diào)機(jī)械壓力灌漿工藝,通過控制機(jī)械電機(jī)速度來控制灌漿過程漿體流速,控制依據(jù)為灌漿過程中本灌漿腔內(nèi)已經(jīng)封堵的灌漿孔或排漿孔的橡膠塞能耐住低壓灌漿壓力不脫落為宜,如果出現(xiàn)脫落則立即塞堵并調(diào)節(jié)壓力。灌漿腔保壓排漿孔漿體成柱狀逐一排出,采用橡皮塞逐一封堵,所有灌漿套筒的排漿孔均排出漿體并封堵后,調(diào)低灌漿設(shè)備的壓力,開始保壓,保壓30秒。
優(yōu)價廉的橋梁用鋼筋套筒供貨商") 二種方式是構(gòu)建鎖定它的結(jié)構(gòu)是使用雙螺釘,即向下螺紋鎖定模式。三個是摩擦鎖定。這是使用廣泛的鎖定裝置。以這種方式,不會產(chǎn)生通過與一對具有不斷變化的外部正壓的螺紋相對旋轉(zhuǎn)而產(chǎn)生的摩擦螺釘對。該正壓是通過兩個輔助軸向或同時夾緊螺釘實(shí)現(xiàn)的。如果使用彈性墊圈,鋼筋連接套筒,自鎖螺母,尼龍鎖緊螺母等。鋼筋套筒這意味著鎖緊螺母的拆卸相對方便,但在沖擊、振動和可變載荷的情況下,螺栓預(yù)緊力因松弛而開始減小,振動頻率增加,預(yù)緊損失緩慢增加,終會導(dǎo)致螺母松動和連接失效。四種方法是一種機(jī)械鎖定。塞直接限制相對轉(zhuǎn)動螺絲對。如使用開尾銷,墊圈鏈?zhǔn)骄€等。由于止動器不會松開預(yù)緊螺母,而是向后落下以將止動器鎖定在制動位置,因此這種鎖定方法對于防止損失是不實(shí)用的。
二種方式是構(gòu)建鎖定它的結(jié)構(gòu)是使用雙螺釘,即向下螺紋鎖定模式。三個是摩擦鎖定。這是使用廣泛的鎖定裝置。以這種方式,不會產(chǎn)生通過與一對具有不斷變化的外部正壓的螺紋相對旋轉(zhuǎn)而產(chǎn)生的摩擦螺釘對。該正壓是通過兩個輔助軸向或同時夾緊螺釘實(shí)現(xiàn)的。如果使用彈性墊圈,鋼筋連接套筒,自鎖螺母,尼龍鎖緊螺母等。鋼筋套筒這意味著鎖緊螺母的拆卸相對方便,但在沖擊、振動和可變載荷的情況下,螺栓預(yù)緊力因松弛而開始減小,振動頻率增加,預(yù)緊損失緩慢增加,終會導(dǎo)致螺母松動和連接失效。四種方法是一種機(jī)械鎖定。塞直接限制相對轉(zhuǎn)動螺絲對。如使用開尾銷,墊圈鏈?zhǔn)骄€等。由于止動器不會松開預(yù)緊螺母,而是向后落下以將止動器鎖定在制動位置,因此這種鎖定方法對于防止損失是不實(shí)用的。
優(yōu)價廉的橋梁用鋼筋套筒供貨商")
優(yōu)價廉的橋梁用鋼筋套筒供貨商")
