


茂名H型鋼拉彎廠家批發價格
 航蕭管件
航蕭管件
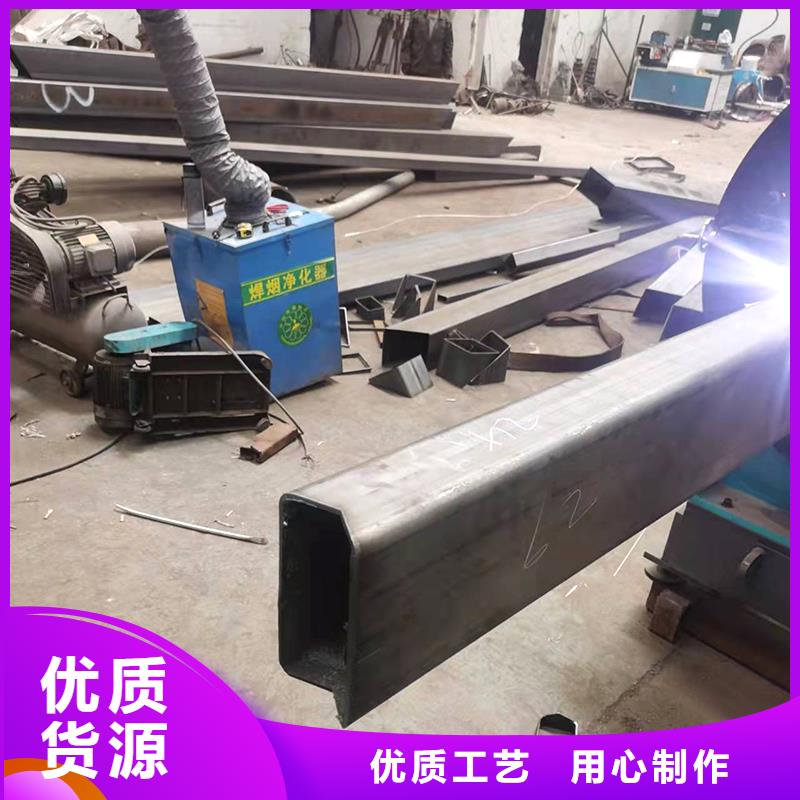
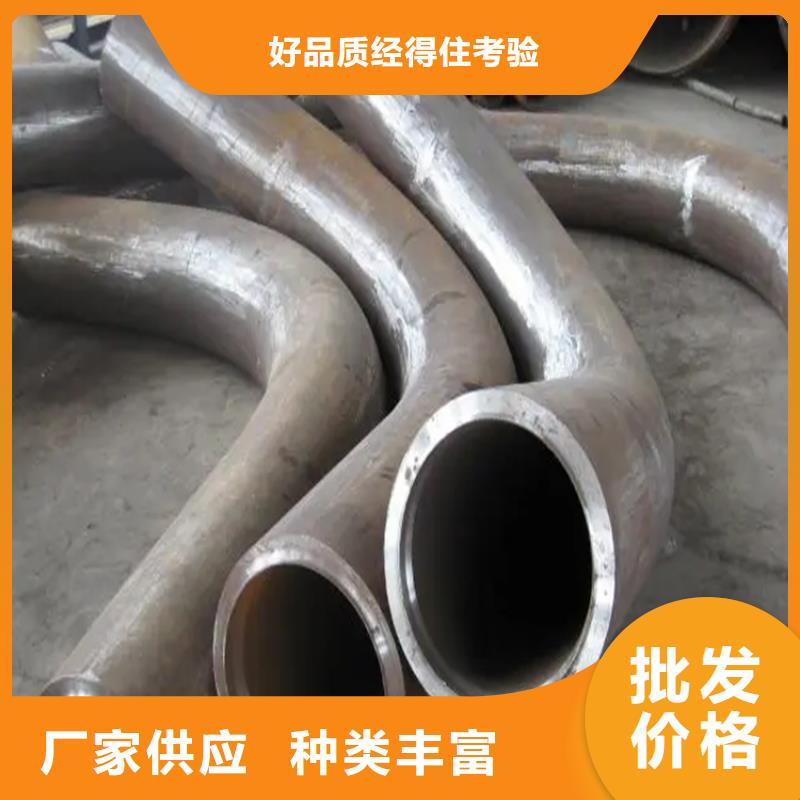
 本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
本公司擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務。
 對彎管加工工藝的選擇有哪些差距、如果在進行彎管加工時,由于使用熱彎管加工工藝,因此不管管道直徑大小,按規定裝載干燥的細沙是必要的,加工加熱的金屬彎管時,可以調節溫度,鋁型材的彎管也用于彎管加工,但管道不需要沙子,為了減少彎頭的橢圓度,使彎頭的腹部呈凹面,可以輕拍彎頭兩側管道壁的位置,在彎管加工部分和管道末端之間形成橢圓形。
對彎管加工工藝的選擇有哪些差距
因此在實際的加工中不要忘記,用高合金鋼管或有色金屬管道加工彎頭時,有效的方法應該是機械方法,如果需要沙子填充,就不要用錘子敲,防止彎管受損,鋁管在彎管加工中同樣需要沙子,彎管加工達到一定程度后,可以用特殊的測試設備檢查平滑度,如果溫度正確,可以將加工后的管段移動到平面上,將管段彎管加工到與模具完全匹配的位置,然后用濕布冷卻,使用高壓鋼管進行彎管加工時,保證表面沒有損壞。
在進行熱處理之前,可以對其進行探傷準備,如果有缺陷應提前維修,磨損后彎管的管壁不能小于公稱壁厚,如果彎管加工是必要的,應適當記錄,實際上,彎頭加工有多種方法,由于管道的原材料和材料不同,選擇加工方法時也存在很大差異,但所有彎頭加工過程的終目的是相同的,并保證彎頭的質量。
那么,當彎管機的液壓系統泄漏時,當彎管機的液壓系統泄漏時,可以減少油管接頭的數量,整合控制閥,防止系統漏油,為了減少整流時的液壓沖擊和機械振動,盡量延長整流時間,彎管機要定期檢查,定期維修及時處置,防止泄漏的發作,其外部原因是由于油液不足而引起的。
對彎管加工工藝的選擇有哪些差距、如果在進行彎管加工時,由于使用熱彎管加工工藝,因此不管管道直徑大小,按規定裝載干燥的細沙是必要的,加工加熱的金屬彎管時,可以調節溫度,鋁型材的彎管也用于彎管加工,但管道不需要沙子,為了減少彎頭的橢圓度,使彎頭的腹部呈凹面,可以輕拍彎頭兩側管道壁的位置,在彎管加工部分和管道末端之間形成橢圓形。
對彎管加工工藝的選擇有哪些差距
因此在實際的加工中不要忘記,用高合金鋼管或有色金屬管道加工彎頭時,有效的方法應該是機械方法,如果需要沙子填充,就不要用錘子敲,防止彎管受損,鋁管在彎管加工中同樣需要沙子,彎管加工達到一定程度后,可以用特殊的測試設備檢查平滑度,如果溫度正確,可以將加工后的管段移動到平面上,將管段彎管加工到與模具完全匹配的位置,然后用濕布冷卻,使用高壓鋼管進行彎管加工時,保證表面沒有損壞。
在進行熱處理之前,可以對其進行探傷準備,如果有缺陷應提前維修,磨損后彎管的管壁不能小于公稱壁厚,如果彎管加工是必要的,應適當記錄,實際上,彎頭加工有多種方法,由于管道的原材料和材料不同,選擇加工方法時也存在很大差異,但所有彎頭加工過程的終目的是相同的,并保證彎頭的質量。
那么,當彎管機的液壓系統泄漏時,當彎管機的液壓系統泄漏時,可以減少油管接頭的數量,整合控制閥,防止系統漏油,為了減少整流時的液壓沖擊和機械振動,盡量延長整流時間,彎管機要定期檢查,定期維修及時處置,防止泄漏的發作,其外部原因是由于油液不足而引起的。
 使用方法。現提供R。(彎曲半徑/管外徑)關系曲線圖,供用戶在選擇管子直徑與壁厚關系時參考。反映相對彎曲半徑,相對壁厚對彎管質量的影響,根據管道加工的驗收規范:冷彎的鋼質管道為,中低壓為4D、高壓為5D。故我們的彎胎設計為R=4D(特殊情況另定),所以就我廠生產的彎管機而言主要以選擇相對壁厚SX為主,圖的上部為無芯軸區,圖的中部為普通芯軸區,圖的下部為特殊芯軸區。由于特殊芯軸設計制造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。
使用方法。現提供R。(彎曲半徑/管外徑)關系曲線圖,供用戶在選擇管子直徑與壁厚關系時參考。反映相對彎曲半徑,相對壁厚對彎管質量的影響,根據管道加工的驗收規范:冷彎的鋼質管道為,中低壓為4D、高壓為5D。故我們的彎胎設計為R=4D(特殊情況另定),所以就我廠生產的彎管機而言主要以選擇相對壁厚SX為主,圖的上部為無芯軸區,圖的中部為普通芯軸區,圖的下部為特殊芯軸區。由于特殊芯軸設計制造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。
