

云海旭金屬材料有限公司
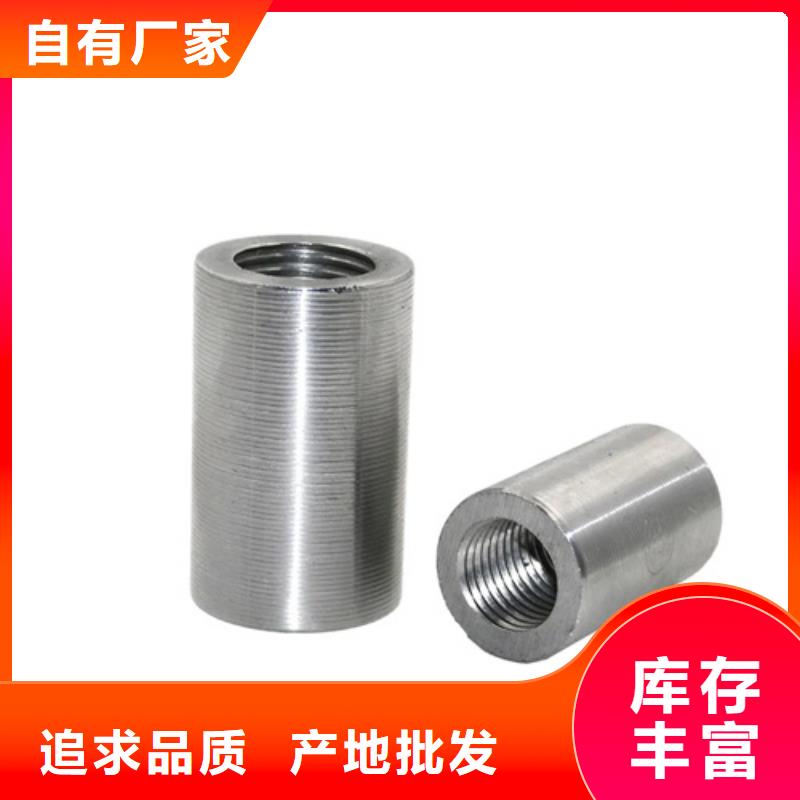
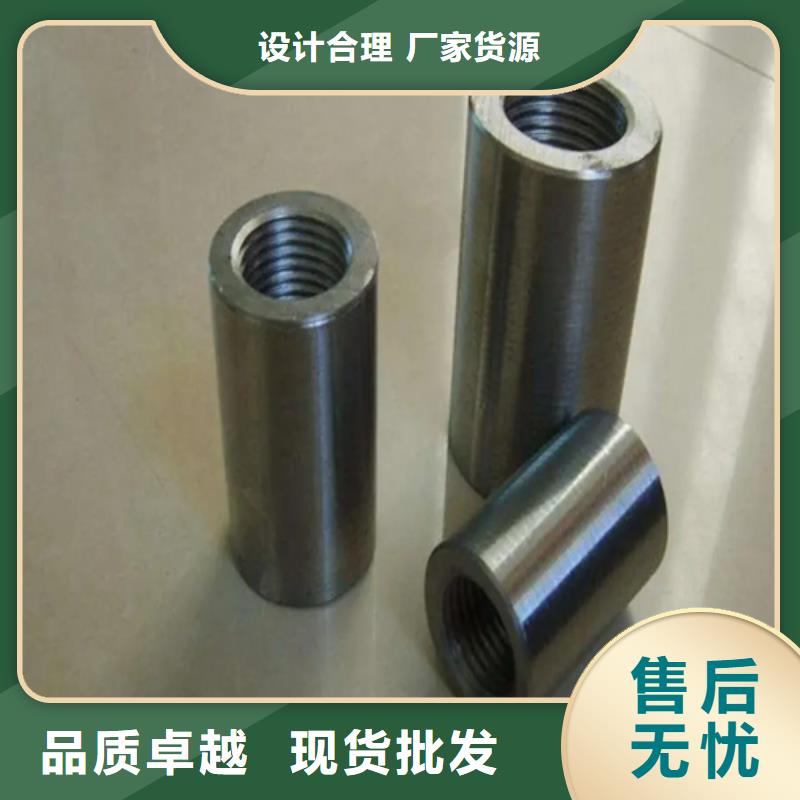
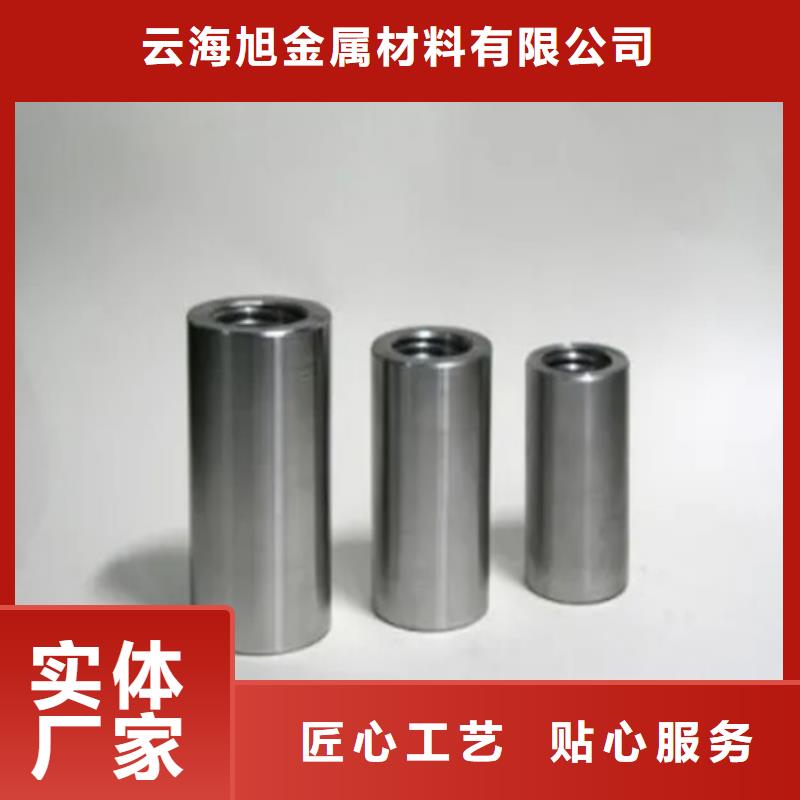
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。



鋼筋套筒方式及流程:(1)將二根被連接鋼筋挪到連接套筒兩邊口,轉動連接套筒使兩鋼筋圓滿地旋入連接套筒。(2)當鋼筋絲頭旋入連接套筒一半時,觀查連接套筒兩邊露出未旋入鋼筋絲頭外螺紋的總數。(3)明確連接套筒兩邊有露出外螺紋且總數相同后,用專用型的工作中扳子或管子鉗轉動連接套筒,使二根被連接鋼筋的鋼筋絲頭在連接套筒正中間對頂卡緊。鋼筋套筒的特性:1.它在原材料層面應用的是國際性45號規格型號的鋼筋類原材料,這類原材料其制作工藝的多樣性,因此在規格層面高精度,品質都是可以信賴的。2.它可連接的鋼筋級別都是相對性較高的。3.而且還歷經了國建筑施工監管質監總局的檢驗,規范超過JGJ107-2010中的I級。4.還能考慮大部分種類,還能考慮建筑構造中各位置、各方位、各規格及各長短的連接要求。

