



78876<呂梁>神悅鋼材有限公司

由于呂梁鍍鋅管焊接熱影響區是優發鍍鋅管的焊接周圍受到焊接熱循環作用后形成的獨特的熱處理工藝區,其性能不同于優發鍍鋅管,其特點在于:材料本身和加工工藝標準。影響其結構和性能的關鍵冶金工業和加工工藝因素有:被焊金屬材料的特性和鋁合金系統軟件,這也是決定焊接熱影響區特性的根本因素。各種原材料。結構轉型和性能轉型,首先取決于優發鍍鋅管自身在不同采暖散熱條件下的物理冶金工業特性。 例如,對于在加熱和冷卻過程中不發生變化的金屬材料和鋁合金,焊接熱影響區就比較簡單。相反,用熱電材料焊接很復雜。優發鍍鋅管焊前的初始狀態 焊前原材料的初始狀態也會影響焊接熱影響區的結構轉變和性能轉變。例如,如果原材料在焊前處于冷作硬化或熱處理工藝強化狀態,當焊后熱影響區發生退水時,會在焊后產生熱處理硬化區。焊接后的熱影響區。 呂梁鍍鋅焊管焊接工藝方法及主要技術參數。如前所述,焊接熱影響區是由焊接的熱效應引起的,因此它與熱原特性和焊接時要使用的焊接工藝的主要參數密切相關。它們影響著有發鍍鋅管在焊接過程中的溫度分布和熱力循環圖的特性,并直接影響到焊接熱影響區獨特熱處理工藝的各種主要參數,如升溫速率、高溫停留時間和 冷卻。這也是在科學研究焊接熱影響區的機理和性能轉變以及焊接工藝的制定中必須考慮的難題。
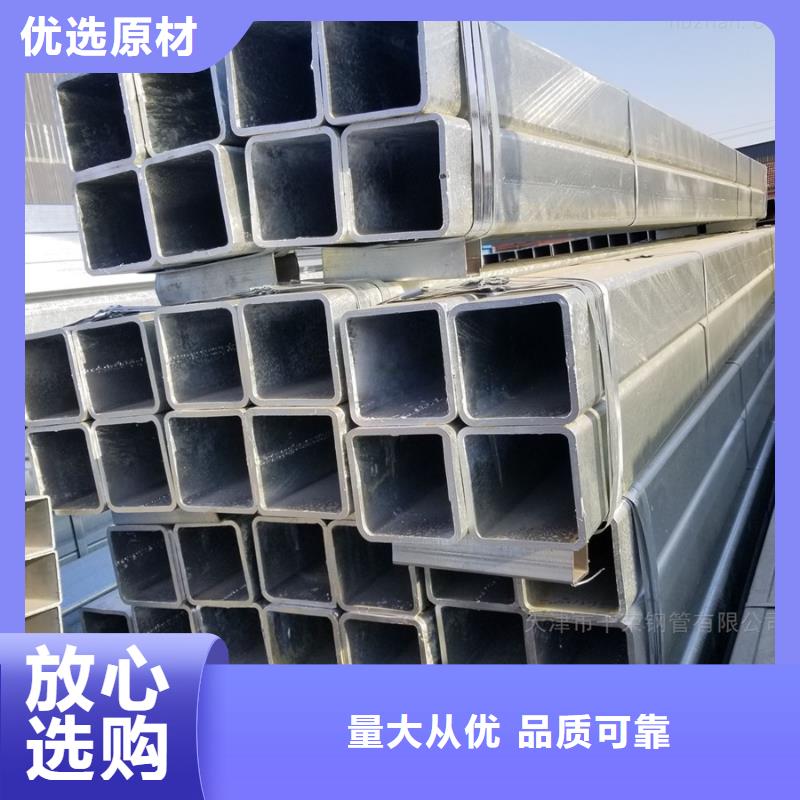
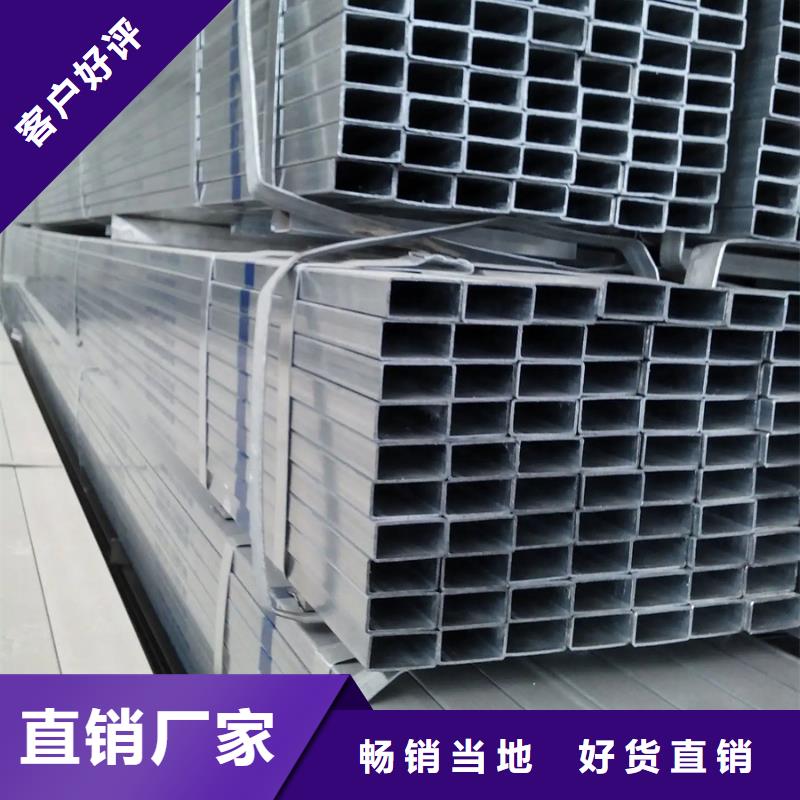
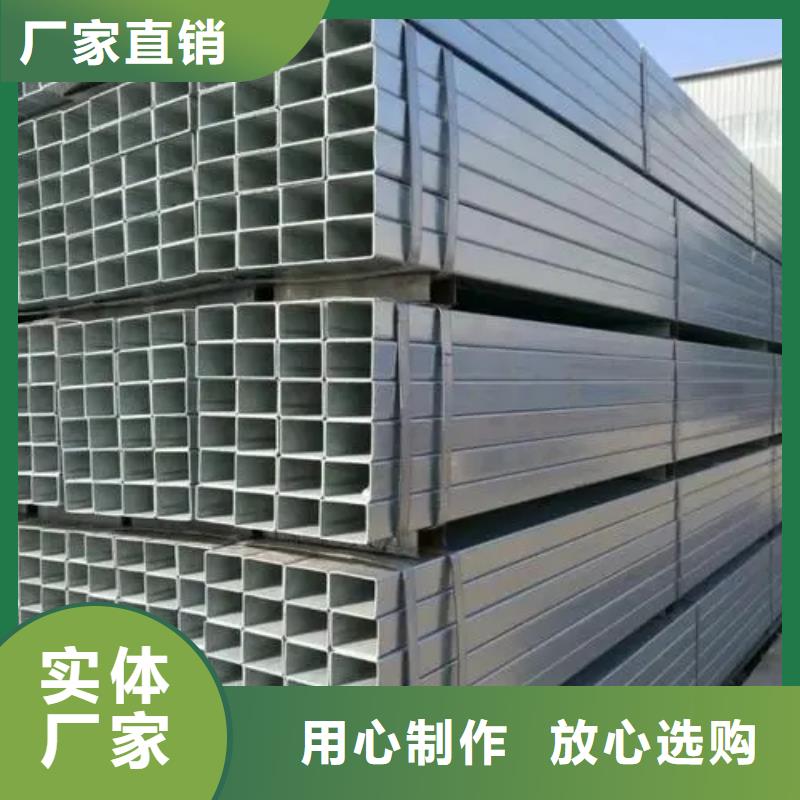
呂梁鍍鋅管加工時當鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當,很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預彎。 呂梁Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側油缸的壓力,保證帶鋼輸送順暢。采用外控或內控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩定的焊接規格。 焊縫全部采用在線連續超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標,生產工人可隨時相應調整工藝參數,及時缺陷。 使用空氣等離子切割機將鋼管切成單件。

受原材料影響,市場價格波動較大。 呂梁鍍鋅方管廠分析指出,海外礦業巨頭的新增產量遠非中國市場能夠消化的。 加之我國需求增速有所回落,所以后期在越來越多的鐵礦石供需過剩的嚴峻壓力下,尤其是礦業巨頭排擠中小礦企業后, 相互之間的價格競爭也會對鐵礦石市場形成很大的負面壓力,礦價下行壓力依然存在。 在需求釋放暫時沒有好轉的情況下,看空心理較強,更多選擇降低出貨價格。 預計今日呂梁鍍鋅管主流趨勢將繼續下行調整。 三個月以來 ,市場對經濟前景充滿擔憂。 上半年增長指標仍落后于地方政府年初制定的增長目標,部分省份甚至遠遠落后。 受經濟下行的影響,的需求增長也將放緩。 從季節上看,應該是收獲季節,也是鋼市歷史上傳統的消費旺季; 由于氣候適宜,戶外工程、工業制造等主流鋼鐵行業將進入 生產期。 理論上,可以積極有效地刺激鋼材需求的集中釋放。
