

<呂梁>神悅鋼材有限公司
呂梁鍍鋅管件調質后,視角仍然偏高,二次淬火測量需要提高20~50℃。否則,視角將難以上升。呂梁鍍鋅方管件經過超低溫淬火后,簡單的設計已經被油凍住了,而且很容易被水凍住。方法是避免反映其三種淬火延展性。對于淬火和快速冷卻后的工件,在不需要時應進行去應力處理。 反映調質工件的質量,操作人員的水平是關鍵因素,調質前的設備、材料、生產加工等多方面原因。 我們認為,工件從熱處理爐遷移到冷凍罐正在進行快速湍流,工件進水量的測量已經下降到Ar3零邊界點以下,導致產生所有人員,工件丟失 熱處理結構不完整,滿足無視角要求。由于整個機械冰凍液的獨特開發,各大手游大作都會以冷時為主。裝爐工件數量要合理,以1~2層為宜。工件的重疊會導致加熱不均勻,導致視角不均勻。工件應放置在離水一定距離的位置,工件應靠近水汽膜進行分解,導致工件的面對面視角降低。
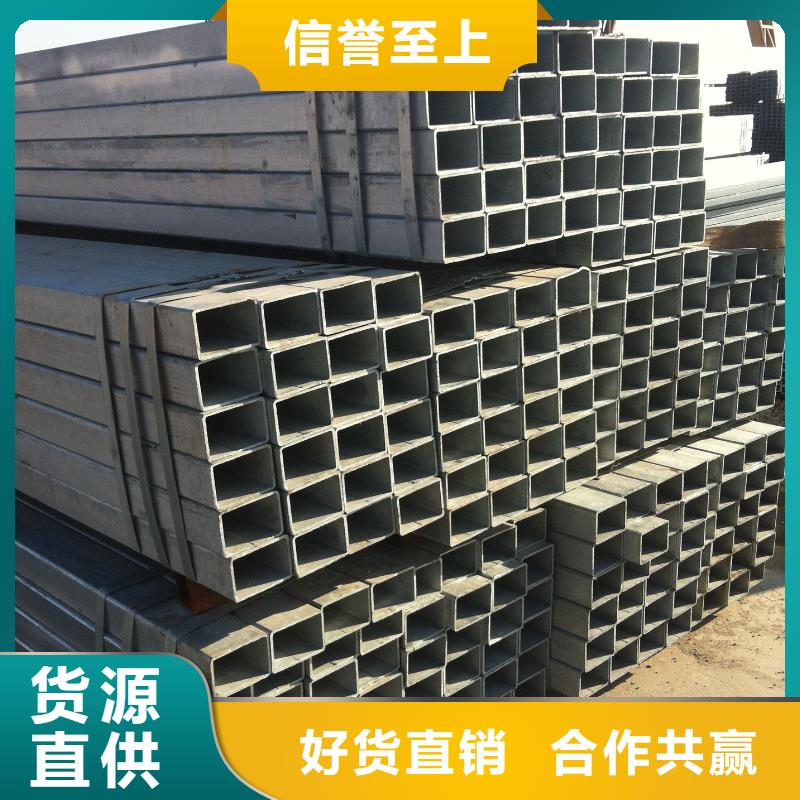
呂梁熱鍍鋅方矩管也是各種戰略武器不可缺少的原材料。氣瓶等都需要無縫鋼管制造。鍍鋅方管按截面積的不同可分為圓鋼管和異型鋼。 由于在相同直徑標準下圓形面積較大,因此環形管可以輸送大量液體。 此外,當圓形截面承受內部或外部軸向工作壓力時,承受力比較均勻。 因此,大多數無縫鋼管是圓鋼管。 采用呂梁鍍鋅管自動焊接技術,替代單人電焊,獲得電焊加速、均勻化的效果。雖然采購價格比較貴,但可以在不改變直徑的管道上積極焊接,并且在嚴格按照既定的穩定速度進行電焊時,提供了穩定均勻的電焊效果。可調特性使該主動機也可用于大口徑變徑鋼管,并可調節不同等級和金相分析常用管材的焊接時鐘頻率。


華爾鋼熱鍍鋅管物理變形規范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為內焊。鍍鋅無縫管的內焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經驗豐富的內部組長可以從鍍鋅無縫管工業電視上調整焊接電焊軌,在內焊時從外焊點的網絡熱點調整內焊速度。 呂梁熱鍍鋅管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側焊接。
由于深海前沿地區剩余的大型油氣田的開發和設計,創造了新的推動力,新的設備和管道布線技術也將再次進行。 呂梁鍍鋅方管自動化焊接技術分析呂梁鍍鋅方管的主要工業生產在海邊管道層面。 這種超級技術的一個突出例子是水下管道的電焊問題。 某公司擴大了水下電焊艙的使用,將更換的管道連接起來,或者“用延中管熱插進一根大口徑鋼管,電焊工作就是在套管內驅動冷水的自然環境” 呂梁鍍鋅管在電焊表面保持稀有氣體,以獲得良好的焊接效果。本公司現采用一種鎢極氣體保護焊和氬弧焊在主根部。焊接泥漿實用為滿足項目附加質量要求而投入運營,該企業還將其SPLIGE III資金投入使用,這是第三代水下焊接艙,可用于海底輸油管道的連接和維修, 進行干氣超標氣壓焊接,大口徑鋼管總直徑可達36英寸以上,混凝土外5英寸以上,管道深度可達1000英寸。
