
呂梁Q345B鍍鋅鋼管友發生產承諾守信93363 <呂梁>神悅鋼材有限公司
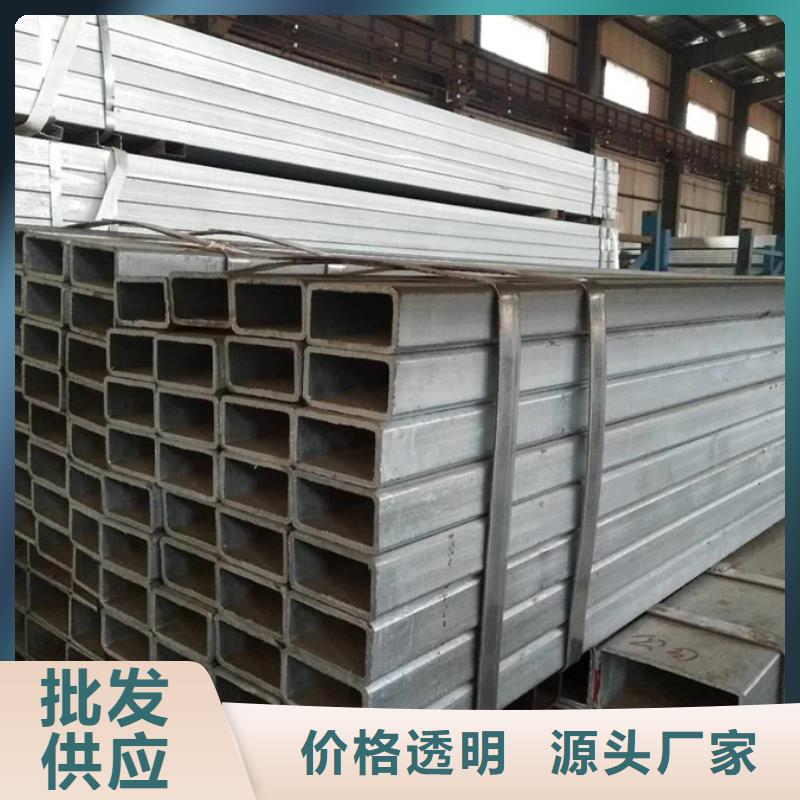
呂梁鍍鋅管件調質后,視角仍然偏高,二次淬火測量需要提高20~50℃。否則,視角將難以上升。呂梁鍍鋅方管件經過超低溫淬火后,簡單的設計已經被油凍住了,而且很容易被水凍住。方法是避免反映其三種淬火延展性。對于淬火和快速冷卻后的工件,在不需要時應進行去應力處理。 反映調質工件的質量,操作人員的水平是關鍵因素,調質前的設備、材料、生產加工等多方面原因。 我們認為,工件從熱處理爐遷移到冷凍罐正在進行快速湍流,工件進水量的測量已經下降到Ar3零邊界點以下,導致產生所有人員,工件丟失 熱處理結構不完整,滿足無視角要求。由于整個機械冰凍液的獨特開發,各大手游大作都會以冷時為主。裝爐工件數量要合理,以1~2層為宜。工件的重疊會導致加熱不均勻,導致視角不均勻。工件應放置在離水一定距離的位置,工件應靠近水汽膜進行分解,導致工件的面對面視角降低。


同樣,這種類型的液壓系統經常出現在來回速度相同但驅動力不大的區域,例如數控磨床控制臺。 呂梁鍍鋅管冷處理前,應在沸水中煮沸30秒,可降低15%左右的熱應力。 冷處理可按傳統方法進行。 選擇負60度,然后在負120度進行制氫是基本方案。 固溶溫度越低,精密鍍鋅方管越高,會導致殘余馬氏體轉變為奧氏體,但不太可能完全改變,經過試驗可以發現,大部分都是2左右的殘余 %,那么此時必須保留殘余馬氏體,可以起到緩存作用。 據了解,的高品質主要體現在規格精度和表面光潔度的高低上。 即使經過調質處理,呂梁鍍鋅方管表面也不會有空氣氧化膜,冷拔也不會變形,因此可以進行更復雜的加工制造方案,這些都是的優點 管道。 在強大的外力作用下,的抗塑性變形和抗斷裂工作能力得到了一定程度的提高。 的描述表明,過渡膜中抗腐蝕性較弱的部分由于自激反應會產生點腐蝕反應,產生的小孔會與靠近的地方形成強腐蝕性水溶液。加快蝕刻速度。
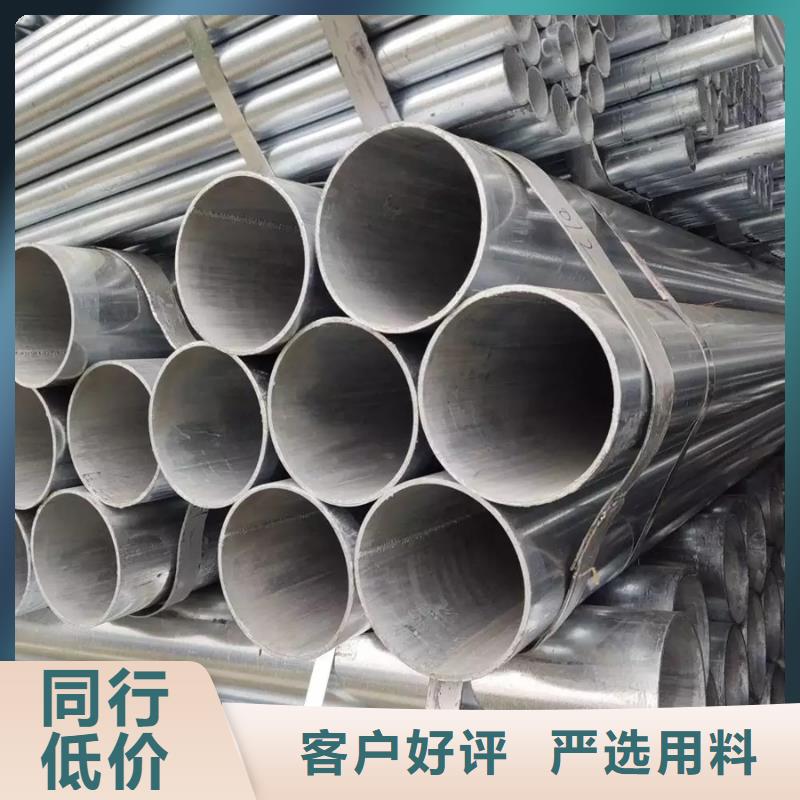
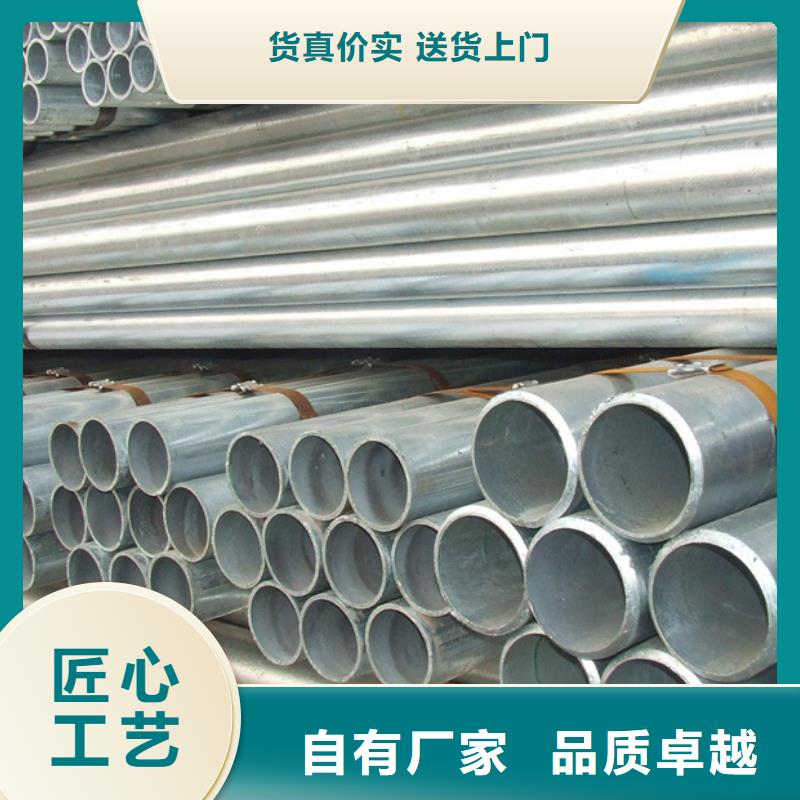
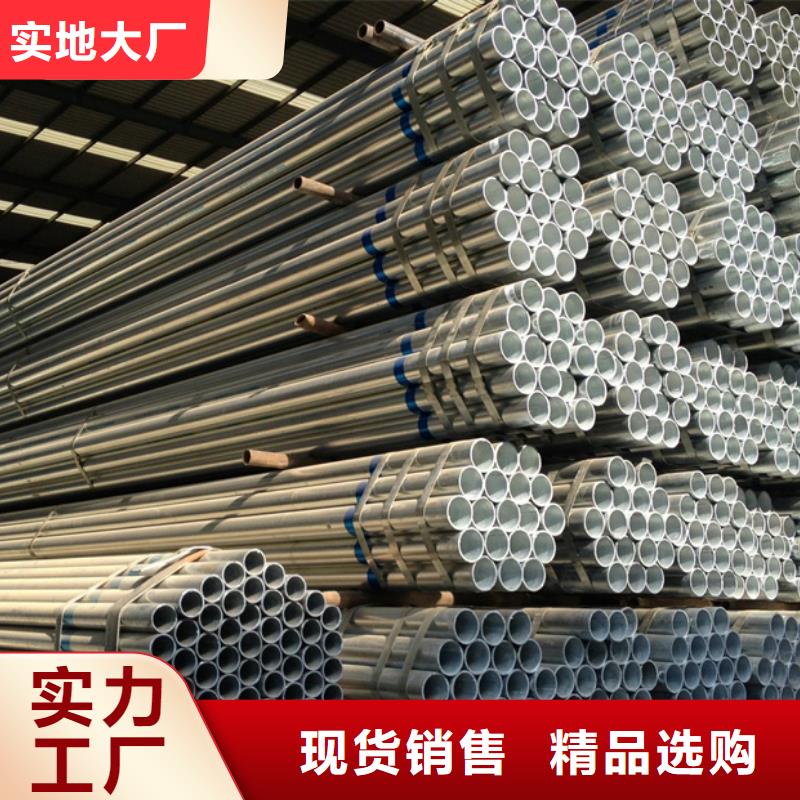
呂梁鍍鋅無縫鋼管是無縫管的關鍵材料和類型。就鍍鋅無縫鋼管而言,我們在生產加工制造過程中使用的 步是焊接。常見的焊接鍍鋅無縫鋼管是焊接的。 在大多數情況下,使用焊絲。 焊絲是焊接的關鍵原材料。焊接鍍鋅無縫鋼管必須使用標準焊絲才能達到理想的焊接實際效果。 那么什么是焊絲呢? 焊接鍍鋅無縫鋼管時應該使用哪種焊絲? 呂梁16mn鍍鋅管產品工件相遇處的一條金屬材料。 焊絲的原材料一般與產品工件的原材料相同。 焊接鍍鋅無縫鋼管時應該使用什么樣的焊絲? 如果我們要焊接鍍鋅無縫鋼管材料,應該使用哪種類型的焊絲,還有其他類型的焊絲可以使用嗎? 如果焊接鍍鋅無縫鋼管材料時應該使用什么類型和規格的焊絲,鍍鋅無縫鋼管基本上是添加了1%左右的錳,所以焊接特性優良。 呂梁鍍鋅螺旋管手工電弧焊時,選用抗壓強度等級為T50的焊絲:506節、507節、502節、503節、552節、553節等; 埋弧自動焊機時,選用焊劑:431和350,互配H08A、H08MnA、H10MnA或H10MnSi等焊絲; 在CO2氣體保護焊中,常使用H08Mn2Si和H10MnSi。