

聯系我們

當前位置:
滄州 鋼興鋼管
有限公司 >
呂梁本地行業熱點
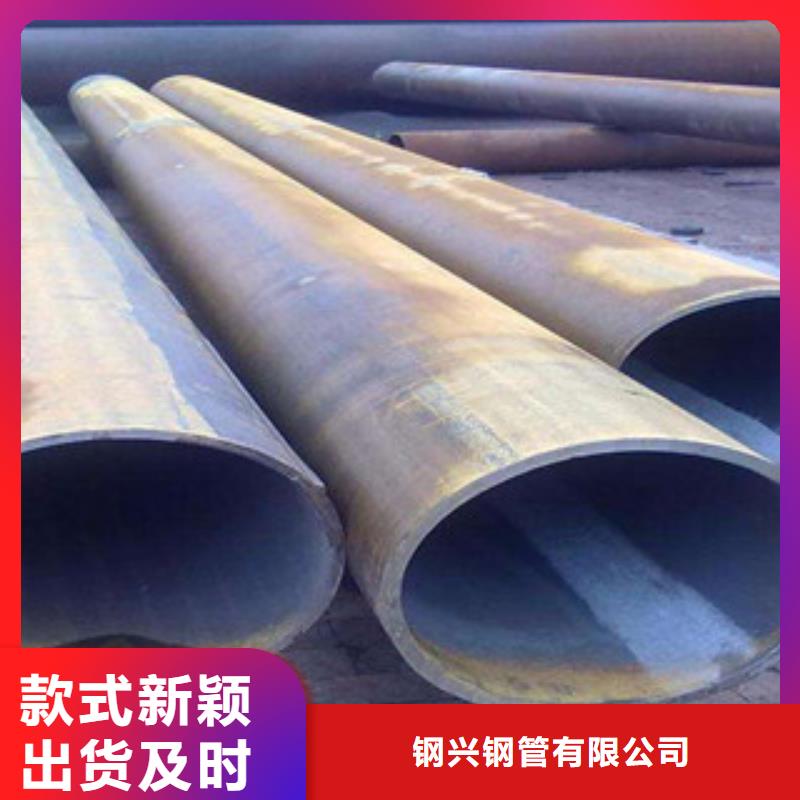
直縫管輸送流體管專業的生產廠家
更新時間:2025-01-30 16:35:06 瀏覽次數:3 公司名稱:滄州 鋼興鋼管 有限公司
以下是:直縫管輸送流體管專業的生產廠家的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 滄州 |
| 類型 | 無縫鋼管 |
| 品牌 | 鋼興 |
以下是:直縫管輸送流體管專業的生產廠家的圖文視頻


直縫管輸送流體管專業的生產廠家,鋼興鋼管
有限公司專業從事直縫管輸送流體管專業的生產廠家,聯系人:劉學成,電話:0317-3061555、13722727880,QQ:133919903,發貨地:滄州風化店鄉后棗園工業區發貨到山西省 呂梁市 離石區、文水縣、交城縣、興縣、臨縣、柳林縣、石樓縣、嵐縣、方山縣、中陽縣、交口縣、孝義市、汾陽市,以下是直縫管輸送流體管專業的生產廠家的詳細頁面。 山西省,呂梁市 呂梁的建置早可追溯到春秋時代,當時呂梁有屈邑、平陵邑、中陽邑及瓜衍縣等;1971年,組建呂梁地區,后于2003年撤地設市。呂梁是革命老區,曾是紅軍東征主戰場、晉綏邊區首府和中央后委所在地;呂梁是全國的白酒、紅棗、核桃、小雜糧生產基地,是中國的清香型白酒生產基地,被評為“世界十大烈酒產區”。2020年,呂梁市獲評全國雙擁模范城市。境內有北武當山和磧口兩大風景名勝區。
直縫管輸送流體管專業的生產廠家的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
以下是:直縫管輸送流體管專業的生產廠家的圖文介紹


焊縫間隙:將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。
焊接溫度:低碳鋼材質,焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。焊接溫度主要通過調節高頻渦流熱功率和焊接速度來控制。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱量過大時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。



鋼興鋼管 有限公司擁有研發中心和 山西呂梁20G無縫鋼管產品質量檢測中心,并與全國十幾家科技設計單位、大專院校建立了密切的協作關系。 山西呂梁20G無縫鋼管產品營銷網絡遍布全國,在北京、廣東、內蒙、江蘇、湖北、山東等地區設有分公司和直銷倉庫。新的世紀,鋼興鋼管 有限公司以雄厚的經濟技術實力,優良的 山西呂梁20G無縫鋼管產品品質,追求客戶滿意服務的經營理念,鑄造中國 山西呂梁20G無縫鋼管新形象。公司董事長攜全體員工愿與海內外朋友真誠合作,共繪宏偉藍圖,共創輝煌!


螺旋管自身并不會變熱,但是實驗樣本會顯著發燒。在加熱溫度超過電弧熔化機時,無線電頻率感應器將提供更多的控制,使科學家可以調整合金具體的成分比例。螺旋鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊螺旋鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等。JCOE直縫埋弧焊管成型方式科學、經濟,生產工藝:基本克服了螺旋縫焊管技術的不足,焊縫質量容易保證、殘余應力小。因此,JCOE直縫埋弧焊管是近幾年制管業發展的一個趨勢。一根焊管經探傷、下料后,各控制繼電器已相繼斷開,一個探傷循環結束,系統自動復位,準備下一根焊管的檢測。



UOE工藝:
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。
所謂“UOE”工藝是鋼板先經U成型,再經O成型和機械擴徑(Expanding)它用三次液壓成型得到開口的管體,再送往焊接工序。
鋼板首先沿縱向將兩邊進行整邊和倒角,在四個邊角焊上定位及引焊貼片,然后送往壓邊機逐步沿縱向同時將兩邊預壓成弧形,之后運往水壓機上將平鋼板壓成U形,再運送到O成型水壓機,由上下兩個半圓形壓模壓成開口的管體。壓制程序在的液壓控制中進行,使開口管體有始終如一的公差精度。
UOE機組生產能力 ,產品質量好,是目前世界上生產高精度管線鋼管主要的直縫埋弧焊管機組。
RBE(三輥彎板)工藝:
板邊同樣首先沿縱向將兩邊進行整邊和倒角,之后平鋼板在三輥彎板機上經反復滾壓成圓形的開口管體,管體進入板邊滾壓機,同時將兩邊多次滾壓使弧度與管徑相吻合。這種成型方法,限制了成型管的厚度和生產小直徑和厚壁管的可能性。

選購直縫管輸送流體管專業的生產廠家來山西省呂梁市找鋼興鋼管
有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉學成-13722727880,{QQ:133919903},地址:[風化店鄉后棗園工業區]。