




準(zhǔn)備好領(lǐng)略【彎管】 H型鋼拉彎產(chǎn)地直供產(chǎn)品的風(fēng)采了嗎?我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個細(xì)節(jié),從外觀到內(nèi)在,從功能到性能,讓您了解它的獨(dú)特之處。
以下是:【彎管】 H型鋼拉彎產(chǎn)地直供的圖文介紹

地直供")
地直供")
我國全自動彎管機(jī)設(shè)計技術(shù)面臨的問題 自2009年年底以來,歐洲機(jī)床制造商接受的訂單一直在不斷增長。2010年上半年,其增長速度幾乎達(dá)到2009年同期的50%以上。近的統(tǒng)計數(shù)字顯示,國際訂單雖然在以兩位數(shù)的速度增長,但增長已有所放緩。歐洲機(jī)床工業(yè)傳統(tǒng)上是以出口為導(dǎo)向,不過歐洲客戶仍然是行業(yè)的核心支撐。因?yàn)橹圃鞓I(yè)一直是歐洲經(jīng)濟(jì)的重要組成部分和經(jīng)濟(jì)復(fù)蘇的主要驅(qū)動力。 全自動彎管機(jī)的系統(tǒng)具有手動和自動操作方式,自動方式下又可分為步進(jìn)跟隨彎曲和原點(diǎn)貫穿彎曲,便于加工多種多樣的彎管。對于具有不同彎曲半徑的管件,采用上下模切換來實(shí)現(xiàn)彎管加工。對于具有特殊加工要求的彎管,設(shè)計了聯(lián)動、分解及相應(yīng)的輔助動作,避免機(jī)械干涉,實(shí)現(xiàn)了彎管過程的自動化。 常用的全自動彎管機(jī)使用的模具常常是針對碳鋼管,對于合金鋼管、不銹鋼管的彎曲,由于材質(zhì)的不同特性,缺乏相應(yīng)的相關(guān)技術(shù),往往無法得到理想的彎管截面變形率及彎管角度。于較大扭矩(功率)的彎管機(jī),由于存在設(shè)計的盲區(qū),容易造成靜不定、失穩(wěn)現(xiàn)象及共振問題。同時控制電路的設(shè)計也缺乏相應(yīng)的設(shè)計經(jīng)驗(yàn)。較大扭矩(功率)的高質(zhì)量的直流電機(jī)在國內(nèi)也很難找到供應(yīng)商。 電動彎管機(jī)主要用于5.08 cm(2英寸)以下管道的彎曲,彎管半徑一般小于25.4 cm (10英寸)。對于較大的彎管半徑,一般無法找到相對適應(yīng)的機(jī)器與模具。對于彎管半徑大于30.48 cm(12英寸)的彎管模具不僅投資較大,而且模具的澆注的過程變形也難以得到控制,同時對于這種模具的設(shè)計也需要相當(dāng)?shù)募夹g(shù)積累。
地直供")
地直供")
地直供")
“追求品質(zhì),不忘初心”是航蕭管件有限公司一貫堅持的產(chǎn)品理念。目前,航蕭管件有限公司達(dá)成長期戰(zhàn)略合作的原料供應(yīng)工廠,不僅能夠保障原材料的供應(yīng),更能從源頭上確保用料的。從原料進(jìn)庫到產(chǎn)品出廠,各個環(huán)節(jié),各個部門都有規(guī)范的管理和專人負(fù)責(zé),航蕭管件有限公司生產(chǎn)的所有 九江廬山中頻彎管產(chǎn)品均采用環(huán)保材料, 九江廬山中頻彎管制作工藝均符合歐美標(biāo)準(zhǔn),關(guān)注消費(fèi)者關(guān)注的,我們一直在努力!
地直供")
地直供")
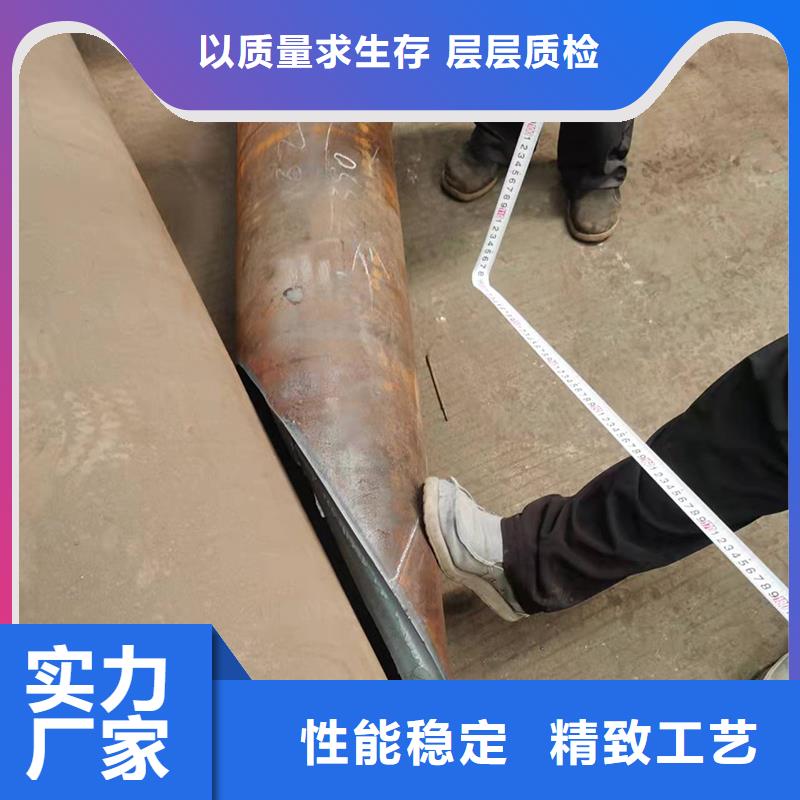
使用彎管要注意三個問題——避免劇烈擠壓。彎管的使用范圍很廣,同時也有許多需要特別注意的地方,因?yàn)樗坏┰谑褂弥谐霈F(xiàn)問題,可能會影響其使用,甚至直接報廢。因此,在使用彎頭之前,要特別注意以下三點(diǎn): 使用彎管要注意三個問題——避免劇烈擠壓 ,避免強(qiáng)烈擠壓。 盡管說彎管材料有很好的韌性,但在使用過程中仍需特別注意積壓強(qiáng)度問題。如在使用過程中出現(xiàn)強(qiáng)烈積壓,則極有可能出現(xiàn)變形甚至斷裂的情況,從而對彎管造成損失是較為嚴(yán)重的。 避免發(fā)生摩擦。 彎頭在高速運(yùn)轉(zhuǎn)過程中,應(yīng)特別小心,避免與轉(zhuǎn)輪外的其他物體接觸產(chǎn)生摩擦,以免發(fā)生意外情況,如有特殊情況發(fā)生,應(yīng)立即停車。在彎曲的管子被卷起來的時候,也要注意排列整齊,在使用過程中不要接觸到水。 選擇吻合處彎曲的胎體。 在彎曲時,應(yīng)特別注意選擇與彎曲管徑相匹配的彎曲胎,以免發(fā)生彎曲時的配合錯誤。對彎管材料本身的彎曲性能,以及耐腐蝕性都要了解清楚,因?yàn)檫@都有可能影響彎管的實(shí)際質(zhì)量。 上述是關(guān)于彎管使用的三個主要的注意事項,只要對這些問題多加注意,在實(shí)際操作中就可以避免一些不必要的麻煩出現(xiàn)。如還想了解更多的彎管相關(guān)知識或購買問題,均可直接咨詢我們的在線客服,我們將隨時為您提供優(yōu)質(zhì)服務(wù)。
地直供")
地直供")
地直供")
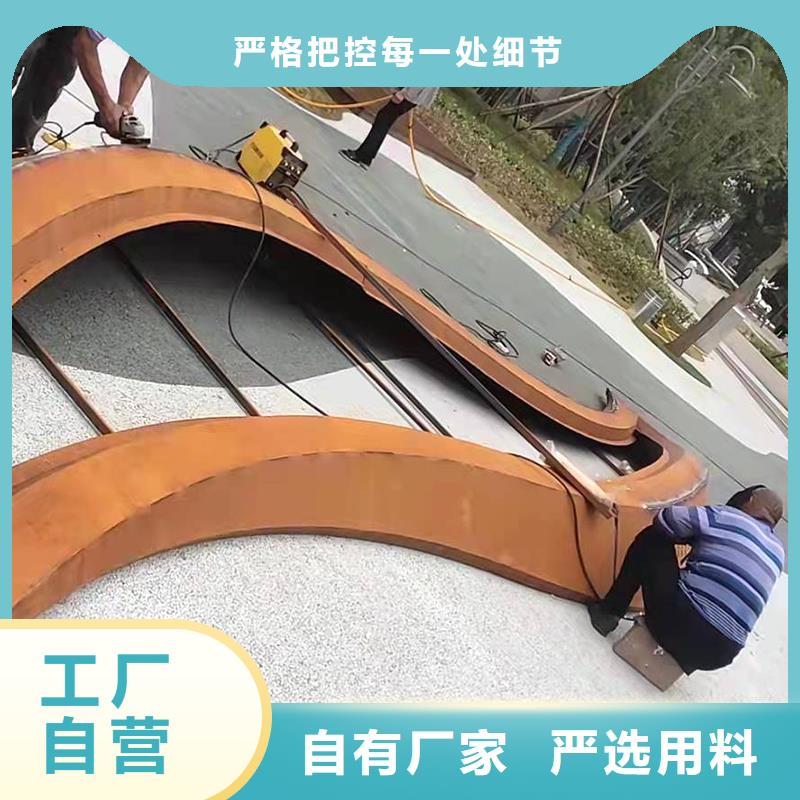
根據(jù)彎管的制造方法,彎管可分為煨制彎管、沖壓彎管和焊接彎管。煨制彎管可分為冷煨彎管和熱煨彎管,彎管是改變管道方向的管件,彎管可在管道和橫梁的入口處使用。 煨制彎頭具有良好的膨脹性、高耐壓性和低阻力的優(yōu)點(diǎn),因此,它常應(yīng)用于建筑中。彎頭的主要形式有:U形彎頭、彎頭、前后彎曲和弧形彎頭等,前彎和后彎是一種帶有兩個角的裝置,彎曲實(shí)驗(yàn)前后的中心線位置之間的距離,稱為彎曲實(shí)驗(yàn)前后的高度,用h表示。當(dāng)加熱室垂直于由主管和分支管連接的散熱器時,它不與同一連接器上的表面接觸。U形管是一種正半圓形狀的管件,圓管兩端中心線之間的距離d是彎曲半徑的兩倍。U形管可以代替兩個90°彎曲,大致是圓形機(jī)翼,連接兩個垂直布置的散熱器。弧形彎管是一種具有以下不同彎曲角度的管件,中角為90°,側(cè)角為135°,弧形彎管是用來繞過其他一些系統(tǒng)的管道,這些管道通常用于管道材料提供熱水和冷水時。彎管的大小取決于彎管的直徑、彎曲角和彎曲半徑,根據(jù)實(shí)際施工現(xiàn)場和施工圖確定彎角,然后使用模板,根據(jù)模板的檢彎角度確定管的彎曲角,以滿足要求。 異形彎管的加工工藝不同于厚壁彎管,由于中國市場發(fā)展需求的不同,管道和其他產(chǎn)品的設(shè)計也是多樣化的。如果一個產(chǎn)品不能滿足市場需求,就會出現(xiàn)異形的彎曲,根據(jù)所設(shè)計的異形彎管直徑,將異形彎管分為一次沖壓成形和多次沖壓成形,異形彎管縮孔成形工藝是將等于不同直徑管材直徑的毛坯放入成形模中,通過沿毛坯軸向目標(biāo)擠壓,沿模腔形成和縮短金屬。 擴(kuò)徑過程主要針對不同直徑的直徑偏差,不易收縮,有時根據(jù)材料和產(chǎn)品成型的需要,將膨脹和收縮結(jié)合起來操作,然而,如果沒有沖壓工藝,材料消耗較少,而且沒有其他加熱設(shè)備正在形成厚的彎曲切屑。因此,厚壁彎管沖壓是一種節(jié)材節(jié)能的加工技術(shù),另外,沖壓件的成本相對較低,使用這種方法的人也較多,在厚壁彎曲管的沖壓成形中,一般不會影響沖壓件的表面質(zhì)量。模具保證了沖壓件的尺寸和形狀精度,該模具壽命長,沖壓質(zhì)量穩(wěn)定,互換性好,易于機(jī)械化和自動化。
點(diǎn)擊查看航蕭管件有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
