

走進真實的場景,感受產品的獨特魅力!我們的精密無縫管冷拔無縫鋼管實力商家視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:精密無縫管冷拔無縫鋼管實力商家的圖文介紹


融拓金屬材料有限公司的產品以合理的價格,【河南漯河合金鋼板】產品質量及優良的售后服務,深受客戶歡迎。【河南漯河合金鋼板】價格合理,歡迎來電洽談訂購 。
我們的宗旨:人有我優。
經營理念: 讓利多銷,培養忠實客戶群體。
經營宗旨: 售前當好參謀,售后搞好服務。
質量目標: 不斷完善自我,滿足客戶需求。


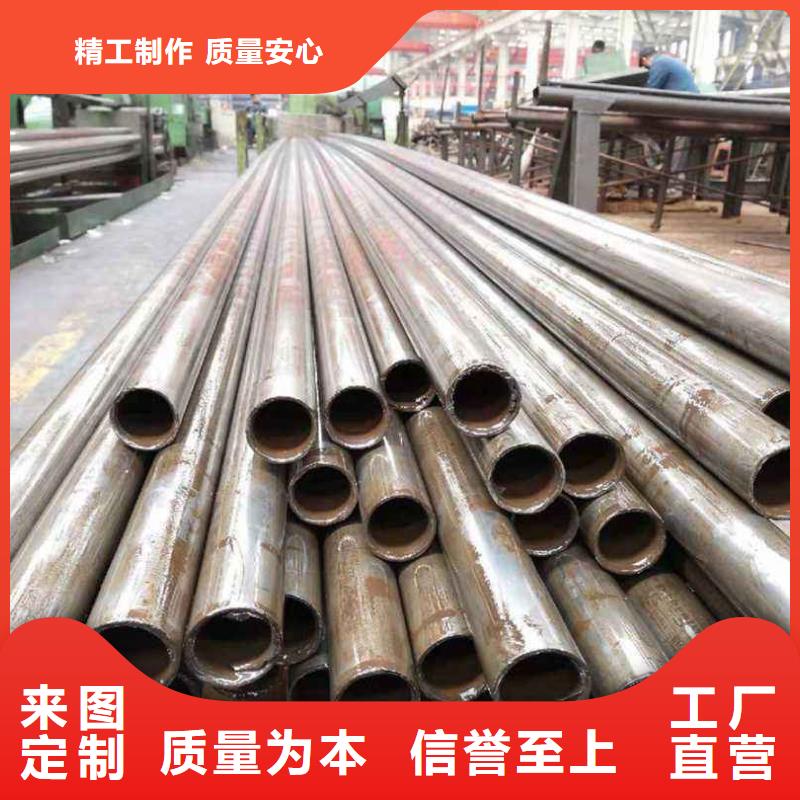
一般的精軋管的生產工藝可以分為冷拔與熱軋兩種,冷軋精軋管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋精軋管要短于熱軋精軋管,冷軋精軋管的壁厚一般比熱軋精軋管要小,但是表面看起來比厚壁精軋管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋精軋管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋精軋管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 精軋管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。精軋管的規格用外徑*壁厚毫米數表示。精軋管分熱軋和冷軋(撥)精軋管兩類。
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 精軋管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。精軋管的規格用外徑*壁厚毫米數表示。精軋管分熱軋和冷軋(撥)精軋管兩類。




將精軋管送入精軋管機組,經多道軋輥滾壓,精軋管逐漸卷起,形成有開口間隙的圓形精軋管,調整擠壓輥的壓下量,使精軋管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,精軋管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,精軋管熱量過大,造成精軋管燒損;或者精軋管經擠壓、滾壓后形成深坑,影響精軋管表面質量。
精軋管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制精軋管溫度的目的。對于低碳鋼,精軋管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,精軋管溫度亦可通過調節精軋管速度來實現。


