

2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。
3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,半自動鋼筋籠滾焊機可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。
5、半自動鋼筋籠滾焊機焊接波紋管和膜盒時,因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導電性及散熱能力。鋼筋籠繞筋機
作業原理創新與突破;工程機械的作業原理包括對土石方的切割、破碎、回填,對土工材料的篩分、混合與加熱、對混合料的攤鋪、找平與壓實等。這些作業的理論原先是以仿生學與牛頓力學為基礎的,而近現代科學的發展為工程機械作業原理奠定了基礎。鋼筋籠繞筋機
液壓傳動普及推廣;液壓傳動在上世紀60年代開始應用到工程機械上,并逐步得到了推廣和普及。液壓傳動大大簡化了傳動與操縱系統的設計,液壓傳動平穩操縱方便省力、容易實現無級調速和自動控制,從總體上提高了工程機械的生產效率與壓實質量。 公司秉承“創新理念、追求卓越、迅速改善、永續經營“的經營理念;并以“質量是*工作”,“顧客的滿意是我們的榮譽”作為我們永遠不變的質量政策;以保證質量、回報社會、關愛雇員等社會責任為己任;把“誠信、負責、創新、團隊”作為永特人不斷的追求和目標,愿與廣大朋友攜手共創美好的明天!

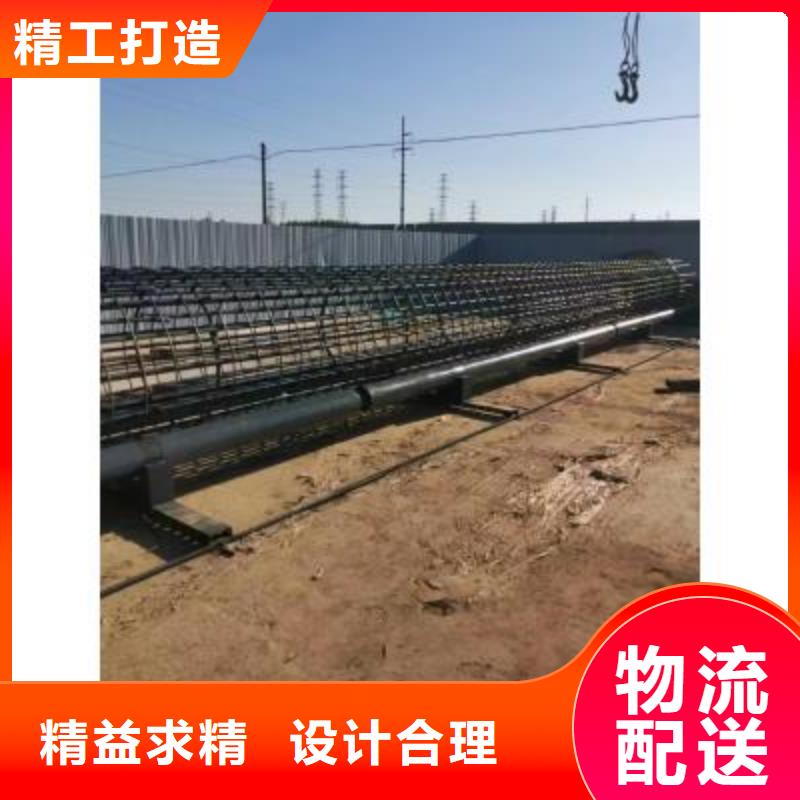
漯河鋼筋籠滾焊機是一種數控加工鋼筋籠的設備,根據施工要求,鋼筋籠的主筋通過人工穿過固定盤相應模板園孔至盤的相應孔中進行固定,把盤筋端頭先焊接在一根主筋上,通過固定盤及盤轉動把繞筋纏繞在主筋上盤是一邊一邊后移,同時進行焊接,從而形成產品鋼筋籠---這就是漯河鋼筋籠滾焊機即“鋼筋籠成型機”的工作原理。鋼筋籠成型機繞筋機特點:加工速度快:正常情況下備料及滾焊部分5人一班,分二班作業,10個人就可以加工出20多個12米長成品的籠子(備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等),工作效率非常高。◆ 加工可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠基本實行了“”◆ 箍筋拉緊不需搭接,較之手工作業節省材料1.5%,了施工成本。◆ 由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。◆ 機械化加工鋼筋籠,在控制方面了保障鋼筋籠繞筋機通過兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4人3個小時以上的工作量;而通過使用繞筋機,只需要 安排一個機器操作手,一個電焊工人,從到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。

漯河鋼筋籠繞筋機工藝流程1主筋上料→盤筋上料→主筋穿絲并加緊→盤筋穿絲并纏繞固定→焊接成型→鋼筋籠與盤分離→卸籠,降下液壓支撐→盤復位、下一個循環→加內箍筋建貿漯河鋼筋籠繞筋機目前使用鋼筋滾籠機的步驟及原理步:鋼筋進場后,按照規劃將原材料分類存放,并填寫相應的材料標識牌,材料標識牌包含鋼筋廠家信息、生產批次、進場日期、自檢及報檢情況等。第二步:項目現場管理人員根據需要施工部位的設計圖紙,規劃每節鋼筋下料長度,在鋼筋下料區切割。第三步:鋼筋放入量尺確定的胎架上進行切割下料后,轉移至套絲區滾絲。滾絲后的鋼筋必須經過端頭打磨平整后方可進入下一道工序。第四步:鋼筋廠設置的數控鋼筋籠成型機,根據設計間距調整主筋位置,箍筋通過在成型機中輸入的間距自動盤繞,箍筋與主筋的連接采用二氧化碳氣體保護焊按照梅花形進行點焊,減少焊渣,保證連接質量。第五步:一節鋼筋籠制作完成后,下一節鋼筋籠在成型機上進行組拼,組拼合格后方可吊離上一節鋼筋籠,保證2節鋼筋籠的對接精度。第六步:將加工好的鋼筋籠運輸至鋼筋籠存放區,設置楔形馬鐙固定兩側,防止鋼筋籠滾動。
 漯河鋼筋籠滾焊機來廠考察-河南建貿
建貿機械設備有限公司
漯河鋼筋籠滾焊機來廠考察-河南建貿
建貿機械設備有限公司
筋籠滾焊機和鋼筋籠繞筋機是近幾年出現的專業制作鋼筋籠的自動化設備。目前很多的項目甲方和監理要求必須要上設備才能讓施工方施工。當然也有很多地區這種設備還沒有普及,今天就簡單向大家介紹一下這兩種設備的主要功能和區別。
1、價格不同。鋼筋籠滾焊機根據可生產鋼筋籠的直徑不同價格上從15到30多萬不等。鋼筋籠繞筋機是比較簡易的制作鋼筋籠的設備,適合私人老板或者鋼筋量較小的項目使用,價格根據可生產鋼筋籠的長度不同,從5萬到7萬不等。
2、自動化程度不容。鋼筋籠滾焊機自動化程度較高,工人只需要把鋼筋籠的內部加強圈提前制作好,所有的鋼筋籠制作工序都在鋼筋籠滾焊機上進行。而鋼筋籠繞筋機自動化程度較低,需要工人提前做好加強圈,并且把鋼筋籠主筋和加強圈焊接完畢制作成大致籠子的形狀,鋼筋籠繞筋機只做鋼筋籠外部繞筋的纏繞工序。
3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠 不會出現直徑內縮現象,繞筋纏繞的誤差一米在2CM左右,非常標準。而鋼筋籠繞筋機根據要生產的鋼筋籠主筋和繞筋粗細程度的對比不同有的會出現直徑內縮現象,繞筋纏繞的誤差也會稍大一些。