服務(wù)熱線:13298459090
聯(lián)系我們

您可能對漯河本地以下產(chǎn)品新聞也感興趣
更新時間:2025-01-22 15:59:29 瀏覽次數(shù):2 公司名稱:許昌 建貿(mào)機械設(shè)備有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質(zhì)量等級 | 特級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 鋼 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產(chǎn)品產(chǎn)地 | 河南長葛 |
| 產(chǎn)品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 3.5t |
| 質(zhì)保時間 | 一年 |
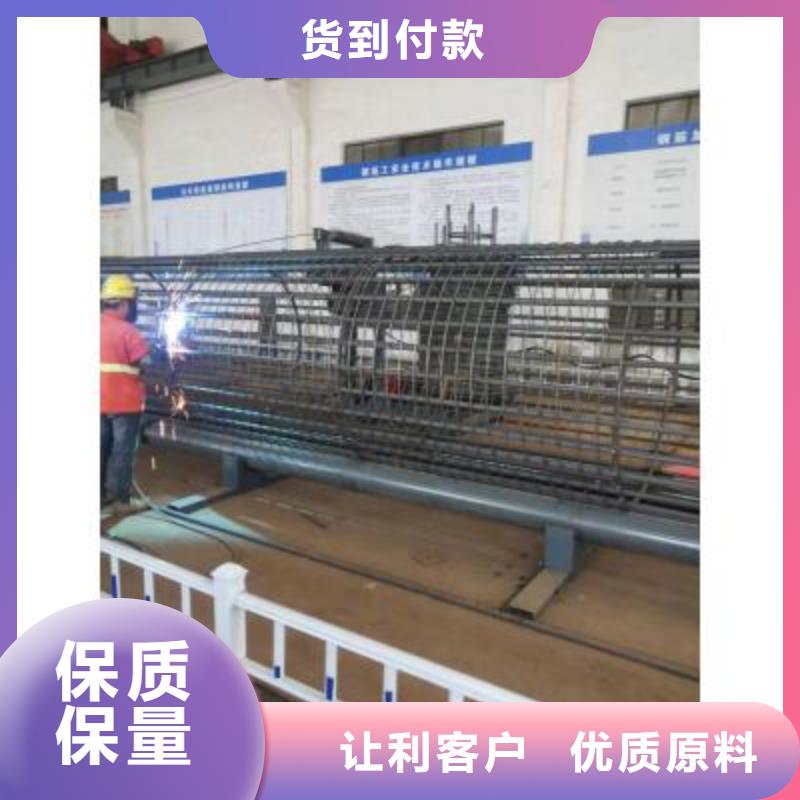
| 設(shè)備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




鋼筋籠的焊接時間=鋼筋籠長度/行走速度,例如:一個12米的鋼筋籠,行走速度為600mm/min,則理論焊接時間為12/0.6=20分鐘。如果行走速度為1200 mm/min,則理論焊接時間為10分鐘。實際操作中,由于兩端不會完全焊滿,故實際焊接時間比理論時間短。漯河鋼筋籠繞筋機 4 步式: 1、多媒體; 2、專業(yè)業(yè)務(wù)經(jīng)理; 3、樣板工地現(xiàn)場; 4、研究發(fā)明專家深度解析方案。 二、1+N三百六十度服務(wù)(售前、賣出以后的服務(wù)保持高度一致): 1位專業(yè)業(yè)務(wù)經(jīng)理+ 1位技術(shù)服務(wù)指導(dǎo)+1位現(xiàn)場加工培訓(xùn)督導(dǎo),為顧客提供完整而專業(yè)的現(xiàn)場加工解決方案。 三、三百六十度服務(wù)分7個節(jié)點驗收體系: 1、特殊需求的技術(shù)交底; 2、工廠設(shè)備交付,并派送; 3、指派隨行現(xiàn)場加工培訓(xùn)督導(dǎo); 4、設(shè)備現(xiàn)場交付驗收; 5、設(shè)備調(diào)試成功驗收; 6、現(xiàn)場指導(dǎo)工人使用結(jié)果驗收; 7、完整設(shè)備交付使用效果 。
<漯河>建貿(mào)機械設(shè)備有限公司 河南漯河鋼筋籠滾焊機價格低

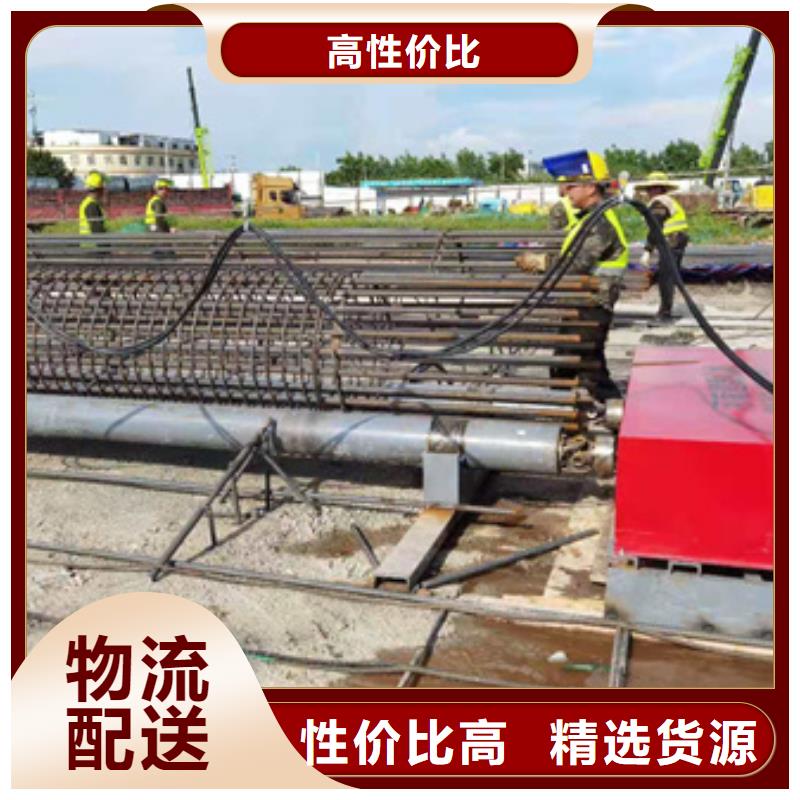
筋籠滾焊機和鋼筋籠繞筋機是近幾年出現(xiàn)的專業(yè)制作鋼筋籠的自動化設(shè)備。目前很多的項目甲方和監(jiān)理要求必須要上設(shè)備才能讓施工方施工。當(dāng)然也有很多地區(qū)這種設(shè)備還沒有普及,今天就簡單向大家介紹一下這兩種設(shè)備的主要功能和區(qū)別。
1、價格不同。鋼筋籠滾焊機根據(jù)可生產(chǎn)鋼筋籠的直徑不同價格上從15到30多萬不等。鋼筋籠繞筋機是比較簡易的制作鋼筋籠的設(shè)備,適合私人老板或者鋼筋量較小的項目使用,價格根據(jù)可生產(chǎn)鋼筋籠的長度不同,從5萬到7萬不等。
2、自動化程度不容。鋼筋籠滾焊機自動化程度較高,工人只需要把鋼筋籠的內(nèi)部加強圈提前制作好,所有的鋼筋籠制作工序都在鋼筋籠滾焊機上進行。而鋼筋籠繞筋機自動化程度較低,需要工人提前做好加強圈,并且把鋼筋籠主筋和加強圈焊接完畢制作成大致籠子的形狀,鋼筋籠繞筋機只做鋼筋籠外部繞筋的纏繞工序。
3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠 不會出現(xiàn)直徑內(nèi)縮現(xiàn)象,繞筋纏繞的誤差一米在2CM左右,非常標(biāo)準(zhǔn)。而鋼筋籠繞筋機根據(jù)要生產(chǎn)的鋼筋籠主筋和繞筋粗細(xì)程度的對比不同有的會出現(xiàn)直徑內(nèi)縮現(xiàn)象,繞筋纏繞的誤差也會稍大一些。
 <漯河>建貿(mào)機械設(shè)備有限公司
<漯河>建貿(mào)機械設(shè)備有限公司

鋼筋籠繞筋機鋼筋籠滾焊機的分類
1、連續(xù)滾焊 連續(xù)滾焊時,工件在兩滾 間連續(xù)移動(即滾盤連續(xù)旋轉(zhuǎn)),焊接電流也連續(xù)通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴(yán)重,焊縫易出現(xiàn)較深的壓坑,因而很少使用。
2、斷續(xù)滾焊 斷續(xù)滾焊時,滾輪連續(xù)轉(zhuǎn)動,工件連續(xù)移動,電流斷續(xù)通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續(xù)通過,在休止時間內(nèi),滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區(qū)寬度和工件變形,獲得較好的焊接質(zhì)量,沒有連續(xù)滾焊時的缺點。斷續(xù)滾焊時,在熔核冷卻時滾盤已離開焊接區(qū),沒有充分的鍛壓過程,熔核在壓力減小的情況下結(jié)晶,很容易產(chǎn)生表面過熱、縮孔和裂紋。


