


聯系我們

鋼筋籠盤絲機產品介紹建貿機械
更新時間:2025-01-20 14:48:26 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |


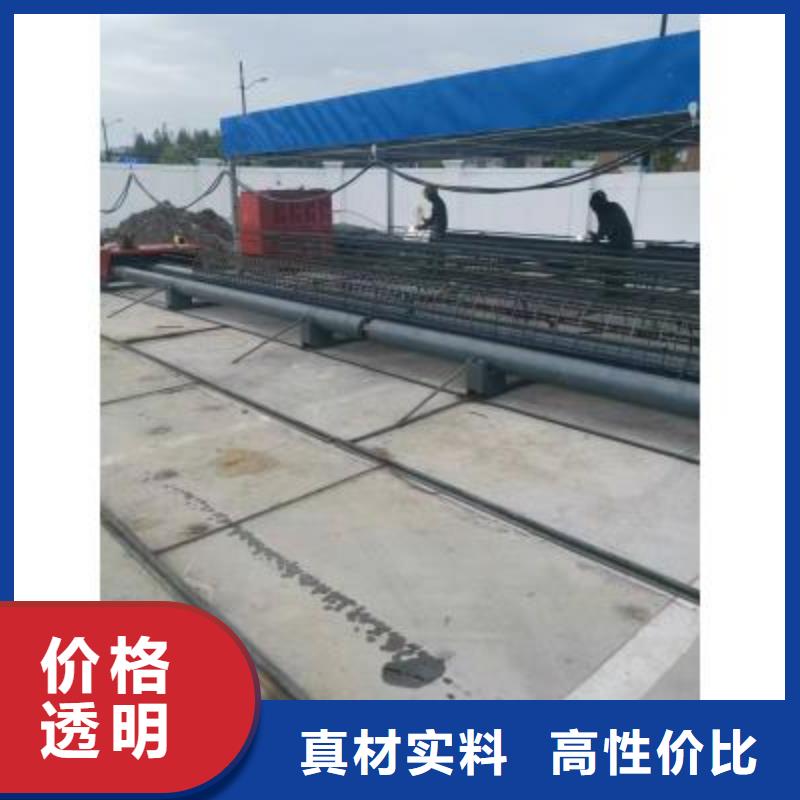


鋼筋籠繞筋機滾焊機具有功能強大、效率高等效果,深受眾多消費者的青睞。那么在使用的過程中,影響其使用壽命的因素有哪些呢?
1、使用鋼筋籠滾焊機時,首先要注意不要長時間連續(xù)使用設備,要講究勞逸結合,就算設備質量再好也會影響到后期使用。
2、在使用的過程中要保持彎曲速度,布恩那個為了提高作業(yè)效率而加快設備的彎曲速度,這不僅會影響產品的加工質量,還對設備有影響。
3、不能超過設備的彎曲直徑,如果超過了彎曲直徑,會對設備的各部件造成嚴重的損害。
以上就是為大家介紹的關于影響數控鋼筋籠滾焊機壽命的因素,希望大家在使用的過程中掌握正確的操作方法,定期對設備進行保養(yǎng)與維護,這樣才能延長其使用年限。
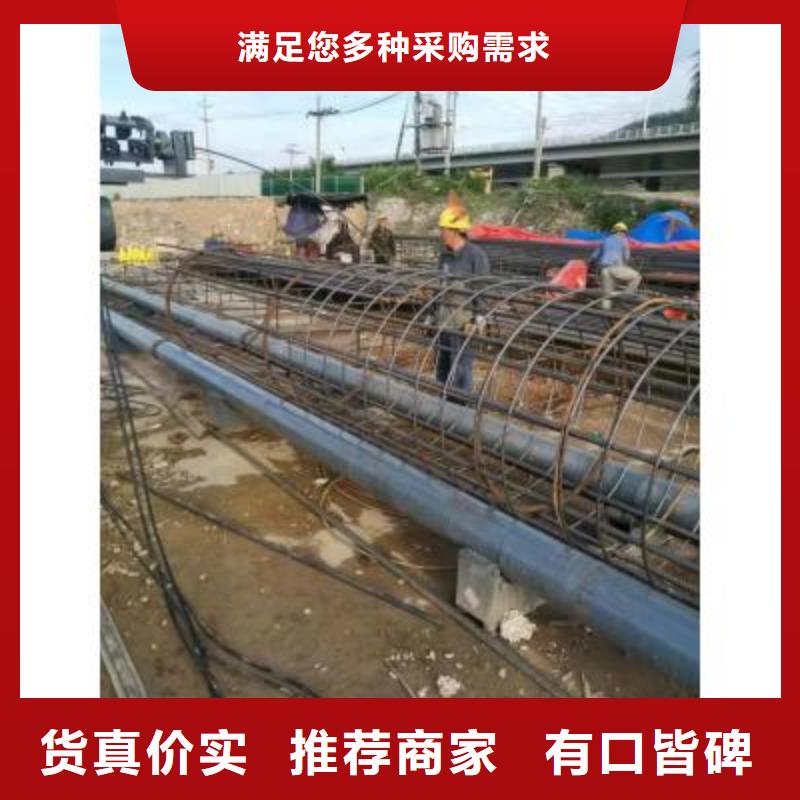
4、生產速度不同。一般而言如果工人能夠提前把加強圈和主筋焊接好供鋼筋籠繞筋機生產的話,鋼筋籠繞筋機的生產速度要高于鋼筋籠滾焊機。
5、需要工人數量不容。鋼筋籠滾焊機只需要3個工人就可生產,2人上料和準備加強圈,一人操作設備進行焊接。而鋼筋籠繞筋機需要工人多一些,需要工人把主筋和加強圈焊接好,供鋼筋籠繞筋機使用,大概需要4人,再加上一個人操作設備焊接。共需要5人操作。
6、設備占地面積不同。拿標準長度的設備而言,都是可以制作12米長度的鋼筋籠。鋼筋籠滾焊機要占地長度27米,鋼筋籠繞筋機只需要占地13米左右。
7、設備適用范圍不同。鋼筋籠滾焊機分1.25型1.5型1.6型2.0型2.2型2.5型3.0型等型號。比如2.2型可以生產2.2米直接以下所有直徑的鋼筋籠。可生產鋼筋籠的長度可以根據施工現場的要求加長設備。

鋼筋籠繞筋機2)拉筋系統
牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節(jié),以調節(jié)環(huán)筋的疏密,同時拉筋小車具有自動返回功能。
3)電極系統
氣動電極,自動調節(jié)預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。
2、焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。
1)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規(guī)范的調節(jié)和焊接過程的完成。
2)焊接控制主回路系統:
主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節(jié)。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。

全自動漯河鋼筋籠繞筋機操作流程1、變換規(guī)格調節(jié)滑塊位置時,一定要確認螺栓已緊固,以免焊接過程中滑塊飛出。2、當設備運行出現異常時,應立即停車檢查故障原因所在,待故障排除之后重新起車焊接。在維修或調整設 備(包括調節(jié)行程開關及接近開關位置)應將設備的所有電源全部切斷,方可進行調節(jié)或維修,嚴禁在設備帶 電狀態(tài)下進行調整。3、設備通電啟動前必須確保所有人員應遠離設備(包括環(huán)筋的供筋系統,不得跨越環(huán)筋),以免發(fā)生危險。4、滾焊機在焊接過程中,操作工必須時常注意設備的運行狀況,不得遠離設備而干其他工作。5、設備必須接地良好,在工作過程當中一旦發(fā)現設備漏電, 應立即停車切斷所有電源,待故障排除后方可繼續(xù)工作。6、必須做好設備的維護和保養(yǎng),這點需注意的事情是平時機械一定要定期的維護和保養(yǎng)。
 漯河市鋼筋籠盤絲機產品介紹建貿機械
<漯河>建貿機械設備有限公司
漯河市鋼筋籠盤絲機產品介紹建貿機械
<漯河>建貿機械設備有限公司
切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
控制誤差應根據圖紙和配料單所表示的規(guī)格、尺寸控制在規(guī)定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。