


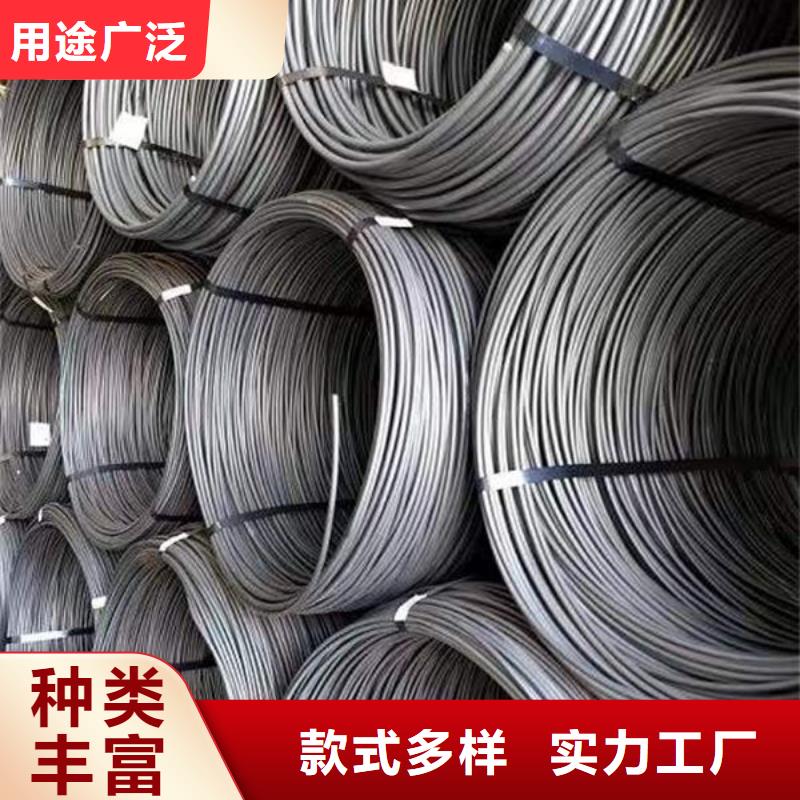




六安螺旋鋼管廠家所生產(chǎn)的六安螺旋鋼管品種多,在裝卸過程中難免發(fā)生鋼管損傷的情況,具體事項(xiàng)如下:1、六安螺旋鋼管包裝應(yīng)能避免在正常裝卸、運(yùn)輸和儲(chǔ)存中松散和受損。2、如果需方對(duì)六安螺旋鋼管的包裝材料和包裝方式有特殊要求的應(yīng)在合同中注明;如未注明,包裝材料和包裝方式有供方選擇。3、包裝材料應(yīng)符合有關(guān)的規(guī)定。如果沒有要求包裝材料,應(yīng)達(dá)符合預(yù)定的用途,避免浪費(fèi)和造成環(huán)境污染。4、如果客戶要求螺旋鋼材不能在外表上有磕碰等損傷,可以考慮在六安螺旋鋼管之間采用保護(hù)裝置。保護(hù)裝置可以使用膠皮、草繩、纖維布、塑料、管帽等。5、薄壁六安螺旋鋼管由于厚壁薄可以采用管內(nèi)支撐或者管外框架保護(hù)的措施。支架和外框的材料采用和六安螺旋鋼管材質(zhì)一致的鋼料。6、 規(guī)定螺旋鋼材采用散裝的方式。如果客戶要求打捆可以酌情考慮,但是口徑必須在159MM到500MM之間,。打捆的材料使用鋼帶打包并扣緊,每道應(yīng)至少擰成兩股,并根據(jù)六安螺旋鋼管的外徑和重量適度增加,防止松散的情況發(fā)生。7、定尺的六安螺旋鋼管可以不打捆。
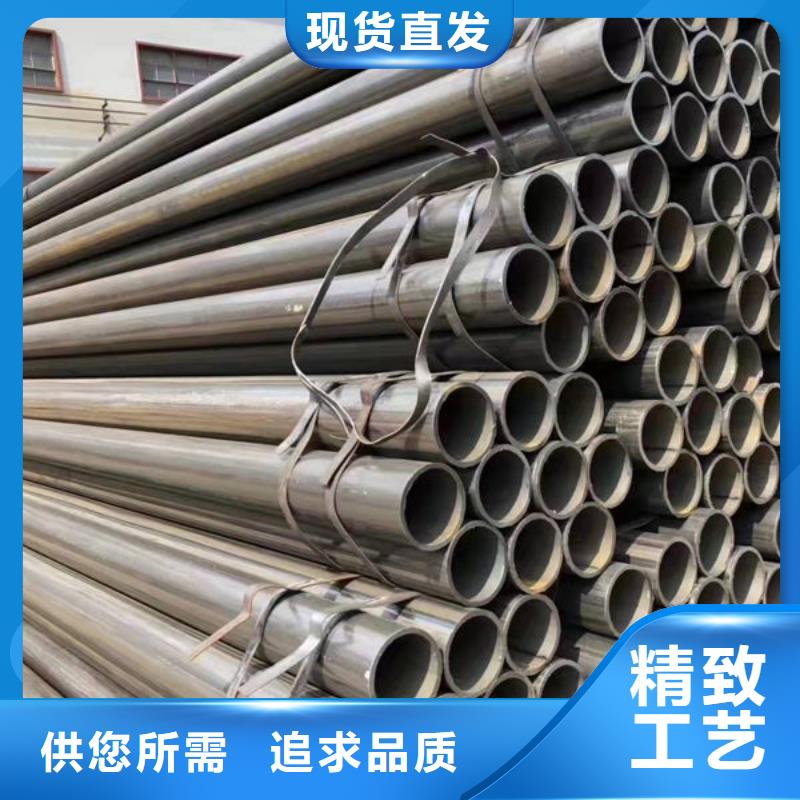
常見的六安鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設(shè)備價(jià)格也相當(dāng)貴正常幾十萬以上,適用于附加值特別高的精度要求極高的六安鋼管加工;水切割機(jī)切割管口能做到無屑無毛刺且不變形,精度一般能達(dá)到±0.05mm,價(jià)格不高約幾萬一臺(tái),六安鋼管切割應(yīng)用相對(duì)廣泛;等離子切割機(jī)價(jià)格也不高約幾萬一臺(tái),常用于切割厚壁六安鋼管鋼材(正常可切割35mm壁厚以下結(jié)構(gòu)用鋼材,切割厚度理論可達(dá)180~200mm),不過切口處容易形成拉口,切口表面質(zhì)量需要嚴(yán)格控制。對(duì)于手工切割和自動(dòng)切割,一般手工切割使用人工上料,其上料和控制切割效率相對(duì)較低,而自動(dòng)切割需要注意控制六安鋼管進(jìn)給的長(zhǎng)度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。
1.六安鋼的自然屬性-------主要是材料的“穿孔性能”A、 材料品種B、 鋼材的純凈度、夾雜物多少與形態(tài)、偏析等,煉鋼、澆鑄、冷卻等因素。C、 六安軋鋼過程溫度控制、壓縮比-------晶粒度大小2.頂頭前壓縮量,這個(gè)量要適當(dāng)。小了,拽入力不夠;大了,變形不均勻性增加,易形成空腔。壓縮段不宜太長(zhǎng),反復(fù)次數(shù)過多時(shí),易裂。與頂頭前伸量也有關(guān)。3.調(diào)整參數(shù)中的橢圓度-------導(dǎo)板距是重要因素,而導(dǎo)板若太小又容易包頂頭,脫不出管。加熱制度---------加熱由線要合理。4.定心孔不良,會(huì)造成管子頭部端一段內(nèi)裂。5.頂頭磨損及尖部熔損等工具不良所致。根據(jù)缺陷狀況,分析其產(chǎn)生的原因,便可找到對(duì)應(yīng)的解決辦法。
六安工字型鋼不論是普通型還是輕型的,由于截面尺寸均相對(duì)較高、較窄,故對(duì)截面兩個(gè)主袖的慣性矩相差較大,因此,一般僅能直接用于在其腹板平面內(nèi)受彎的構(gòu)件或?qū)⑵浣M成格構(gòu)式受力構(gòu)件。對(duì)軸心受壓構(gòu)件或在垂直于腹板平面還有彎曲的構(gòu)件均不宜采用,這就使其在應(yīng)用范圍上有著很大的局限。H型鋼材屬于經(jīng)濟(jì)裁面型材(其它還有冷彎薄壁型鋼、壓型鋼板等),由于截面形狀合理,它們能使鋼材更高地發(fā)揮效能,提高承載能力。不同于普通工字型的是h型鋼的翼緣進(jìn)行了加寬,且內(nèi)、外表面通常是平行的,這樣可便于用高強(qiáng)度螺栓和其他構(gòu)件連接。其尺寸構(gòu)成系列合理,型號(hào)齊全,便于設(shè)計(jì)選用。
