


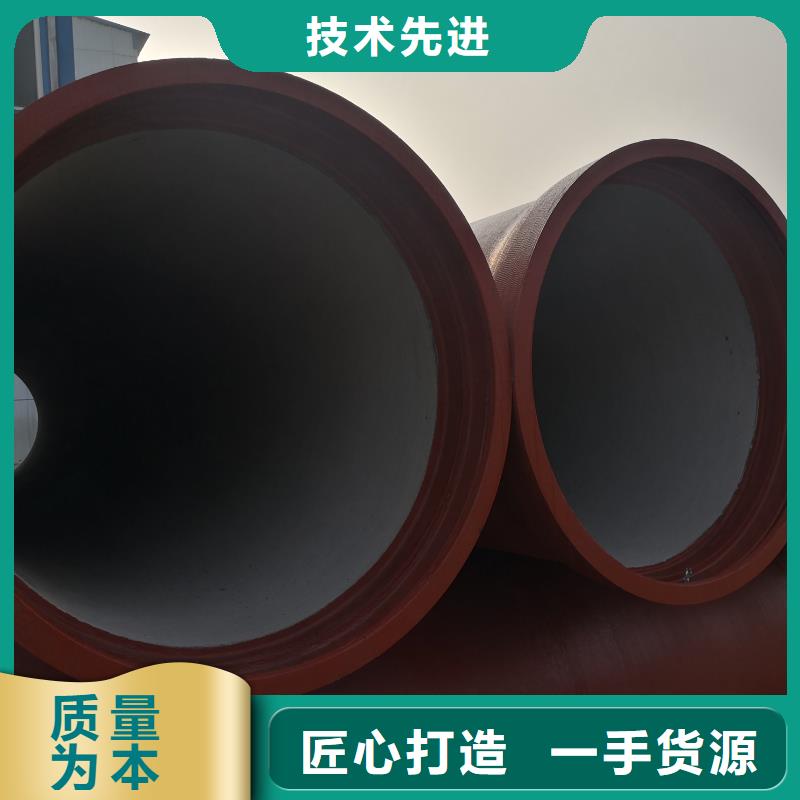

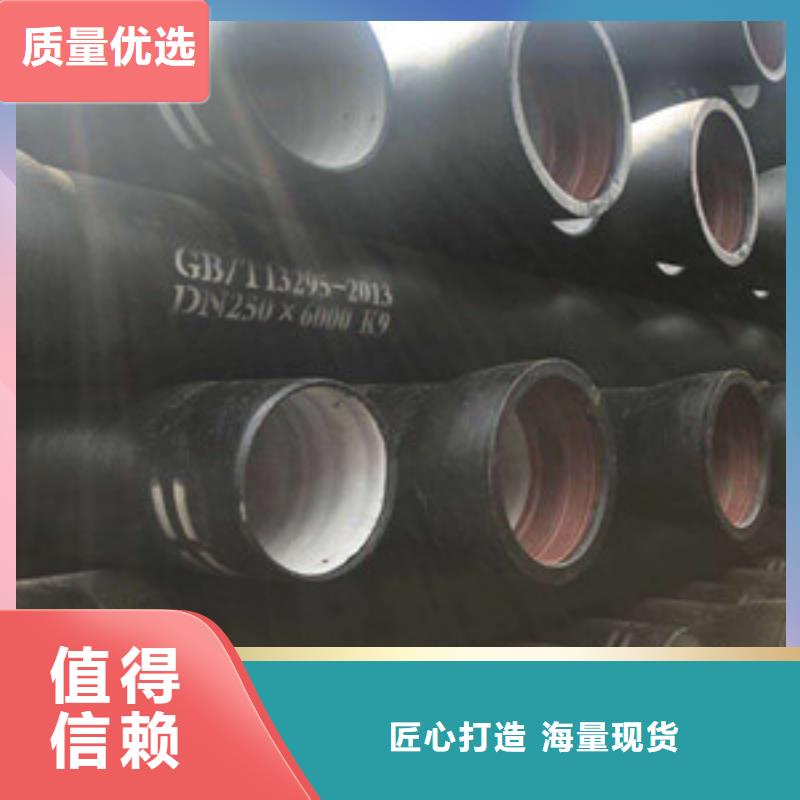





球墨鑄鐵管可在檢查臺上用量具進行,也可用自動尺寸檢測裝置如激光測徑、測厚、測長儀等進行連續檢測鋼管外表面檢查一般用目檢,而內表面檢查除用目檢外,可利用反射棱鏡檢查球墨鑄鐵管擠壓時,內套筒逐漸被擠出(外圓被鐓粗)。換擠壓筒時,可以發現球墨鑄鐵管廠家擠壓筒內部配合擴大。因此,為確定熱裝的公盈量,采用內徑規測量中套或擠壓筒內孔。擠壓筒一套筒的殘余變形會導致其塑性破壞。設計擠壓筒時,通過分析擠壓筒的工況條件,可以確定擠壓筒內套筒中的內壓力值。球墨鑄鐵管切頭尾長度主要取決于生產方法和生產技術水平,一般定、減徑管端切頭長度為50-100m,后端為11.1.4鋼管尺寸和質量檢查切斷后的鋼管根據技術要求進行質量檢查,檢查內容包括檢查逐個管的尺寸和彎曲度以及管內外表面質量,并抽檢其力學、工藝性能等,但檢查需要取樣。鋼管幾何尺寸和彎曲度的檢查。

球墨鑄鐵管安裝工程費按照費用構成要素劃分:由人工費、材料(包含工程設備,下同)費、施工機具使用費、企業管理費、利潤、規費和稅金組成。其中球墨鑄鐵管安裝人工費、材料費、施工機具使用費、企業管理費和利潤包含在分部分項工程費、措施項目費、其他項目費中。球墨鑄鐵管在一個澆注系統有兩個以上的球墨鑄鐵管件時,在相鄰的兩個鑄件中,其中一個鑄件的壁厚增加而另一個鑄件的壁厚減小,更有甚者兩個鑄件一個鑄件出現大孔洞,而另一個鑄件局部增厚一倍。球墨鑄鐵管消失模中有,這是由它的充型特殊性造成的。如前所言,消失模屬實型,造型材料使用干砂,砂粒之間沒有粘結劑,鑄型的形狀是由消失模維持的,充型過程是在澆注時鐵液流動前沿,將靠近它的消失模逐次不斷氣化,不斷充型。消失模氣化過早會使鑄型潰散;過遲,氣化后的氣體不斷排出。 
管線的試壓。試壓區段長不應大于1000m。實驗壓力。工作壓力≦1Mpa,則實驗壓力乘1.5倍,當工作壓力大于1Mpa則實驗壓力為工作壓力加上0.5Mpa。實驗方法。在實驗壓力下10分鐘降壓不大于0.05 Mpa時則實驗合格.在管道的彎頭、降低球墨鑄鐵管在退火爐內的熱焓增量三通管件處,應使用混凝土墩,以阻止管內壓力產生的推力;對安裝在斜坡上的管道,也應在每只管子承口后面筑混凝土墩。
球墨鑄鐵管在退火爐內的熱焓增量主要由球鐵管在爐內加熱的溫度和球鐵管的入爐溫度決定,因此降低球鐵管在爐內的熱焓增量主要是降低退火溫度和提高球鐵管的入爐溫度。在偏轉角度較大的管線處,可使用T型承套。與管接口相比,承套允許雙倍的偏移角度,并且可將切下的直管擁有利用。使用K型承套可以連接斷開的兩段管線。
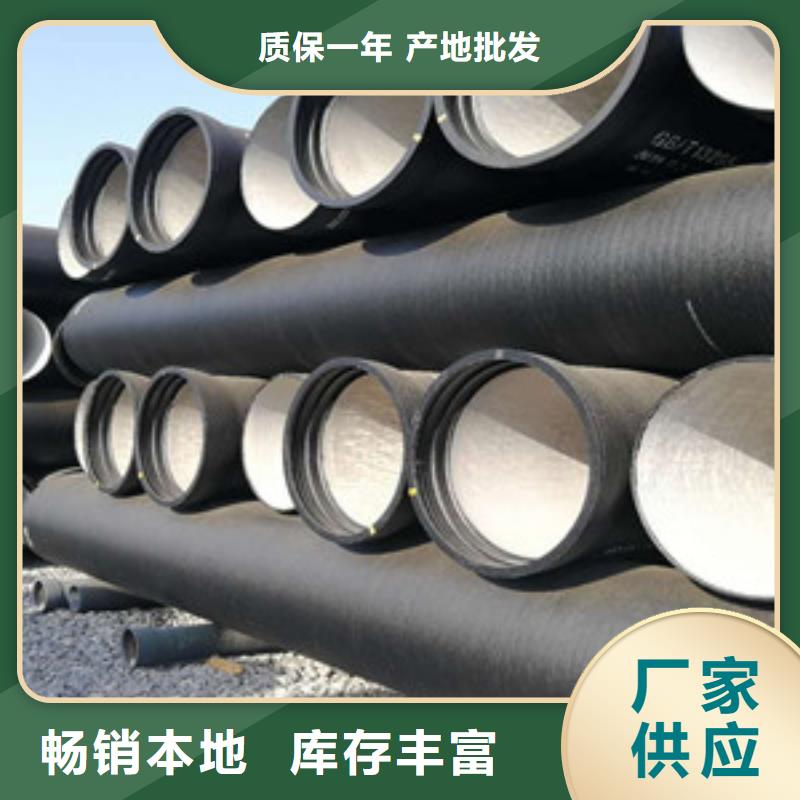
假如是插口變形或插口損壞嚴重,則切掉損壞部分,因為切管前需要對鑄管的外徑尺寸進行確認,即外徑尺寸在公差范圍內.應將需切的鑄管水平面或方木上,并對切掉部門沿鑄鐵管一周用記號筆進行標記.對做好切割標記的鑄管進行切割時,先從一點開始將水泥砂漿內襯的球墨鑄鐵管管壁切透,然后沿著做好的標記將鑄管切開.在使用式接口連接的情況下。1必需將新切割的插口端磨光。球墨鑄鐵管具有運行可靠,破損率低。
