


您可能對(duì)隴南本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-24 07:13:42 瀏覽次數(shù):3 公司名稱:聊城 大金鋼管制造有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4.5/米 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運(yùn)費(fèi)說(shuō)明 | 電聯(lián) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 大金鋼管 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 可售賣地 | 全國(guó) |
| 適用領(lǐng)域 | 金屬制品,機(jī)械制造 |
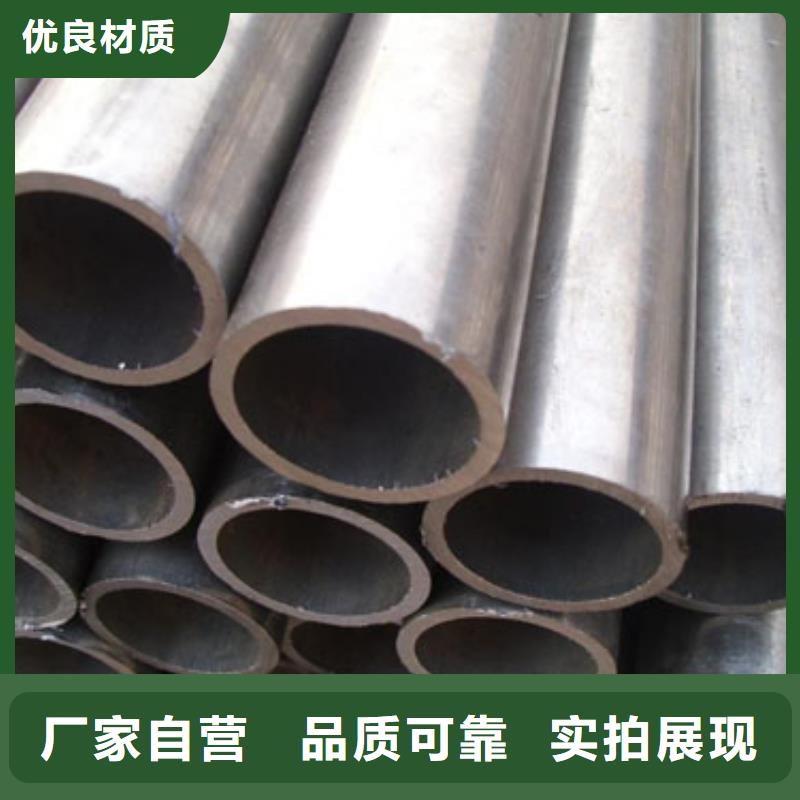

如果選擇了普通的鋼管,那么你所訂購(gòu)的鋼管,與你所收到的精密管,型號(hào)方面會(huì)出現(xiàn)很大的誤差。甚至在一條鋼管上的不同部分,內(nèi)徑或者是壁厚,都會(huì)出現(xiàn)很大的差距。這樣的管道,在使用的過程中,肯定會(huì)帶來(lái)很多的問題。但是精密鋼管不同,這種鋼管對(duì)于管道,任何部分的標(biāo)準(zhǔn),都有非常嚴(yán)格的要求。雖然精密鋼管,同樣也是無(wú)法,管道每個(gè)方面的尺寸,都完全符合這個(gè)標(biāo)準(zhǔn)。但是精密鋼管,卻是可以將誤差,控制在一個(gè),非常小的范圍以內(nèi)。在一般情況下,這個(gè)誤差都不會(huì),超過兩個(gè)標(biāo)準(zhǔn)的單位,這對(duì)于大多數(shù)行業(yè)來(lái)說(shuō),就已經(jīng)足夠了。
廠家-庫(kù)存充足") 精密管的市場(chǎng)需求有什么變化嗎
1.據(jù)了解,由于目前正值需求淡季,加之近期國(guó)內(nèi)各地持續(xù)高溫多雨天氣,使得本就低迷的市場(chǎng)行情更加冷清,許多商家為了規(guī)避風(fēng)險(xiǎn)仍在降低庫(kù)存量,很少入庫(kù)儲(chǔ)備,市場(chǎng)庫(kù)存繼續(xù)維持低位。后期看來(lái),成本端的支撐力度不足,下游企業(yè)及終端用戶補(bǔ)貨積極性不高,供需矛盾仍在持續(xù)。
2.在沒有新的利好因素出現(xiàn)的情況下,預(yù)計(jì)短期精密管價(jià)格仍弱勢(shì)運(yùn)行。
3. 精密管為達(dá)到表面質(zhì)量和加工精度要求,通常采用磨削加工方法。由于精密管韌性大、導(dǎo)熱系數(shù)小、彈性模量小,故在磨削加工中常存在如下問題: 1)砂輪易粘附堵塞;2)加工表面易燒傷;3)加工硬化現(xiàn)象嚴(yán)重;4)工件易變形。不難看出,砂輪和磨削液的選擇直接影響磨削效率和加工精度。
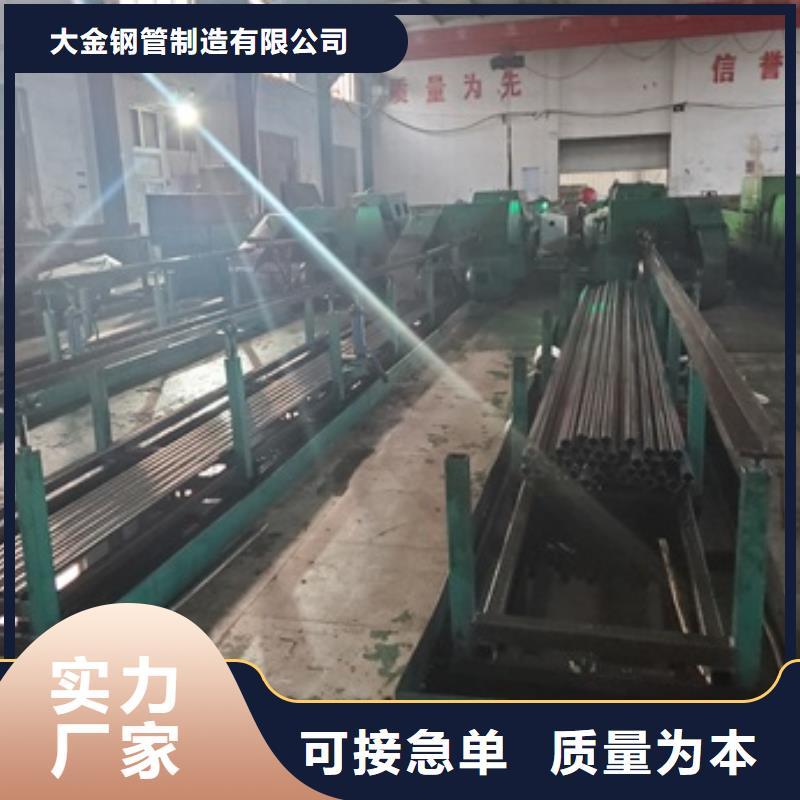
大金鋼管制造有限公司
Q345B精密鋼管生產(chǎn)廠家-庫(kù)存充足
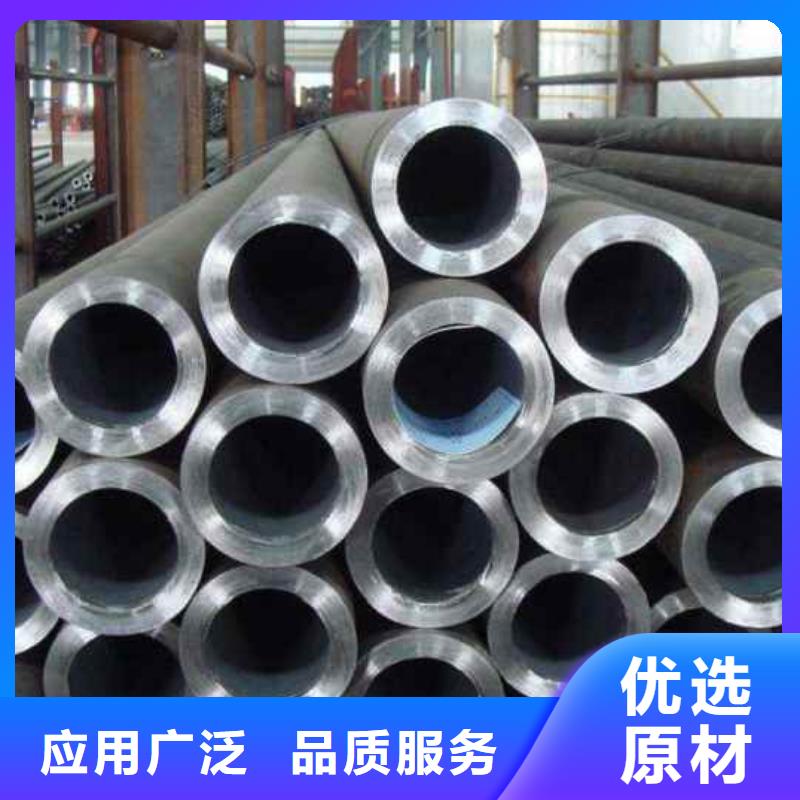
精密管生產(chǎn)中幾個(gè)關(guān)鍵技術(shù)問題 1.對(duì)原材料材質(zhì)的質(zhì)量要求:精密鋼管的原材料,除必須達(dá)到
普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學(xué)成分:冶煉時(shí),重點(diǎn)是
提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應(yīng)后步冷變
形加工,硫含量 不要超過0.02%,因此要嚴(yán)格控制鋼的化學(xué)成分,同時(shí)為保證產(chǎn)品具有良好的
力學(xué)性能,冷彎,焊接等工藝性能,還需適當(dāng)增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼
帶軋制時(shí),應(yīng)采用AGC和板形控制系統(tǒng),提高鋼帶厚度精度和版型精度。同時(shí)還要采用控制冷卻方
法,提高鋼帶的強(qiáng)韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無(wú)壓痕和毛刺,以提高焊接
質(zhì)量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結(jié)晶水,在焊接過程中,高溫會(huì)使其中的氧
氫折出,如不能排出,存在于焊縫之中,易產(chǎn)生氣孔微裂紋,改變組織結(jié)構(gòu),降低材料塑形,降低
延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機(jī)組成型及定徑部分
孔型設(shè)計(jì)和調(diào)整方法均會(huì)直接影響焊接質(zhì)量的優(yōu)劣。傳統(tǒng)的成型工藝為輥式成型工藝,有單半徑、
雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來(lái)保證成
形質(zhì)量。各種成型工藝技術(shù),有不同優(yōu)缺點(diǎn),適合不同的條件,根據(jù)產(chǎn)品的大綱、產(chǎn)品用途應(yīng)在設(shè)
備選型時(shí)慎重考慮、以選擇不同的成型工藝技術(shù)。為了減少?gòu)椥宰冃危瑢?duì)于精密焊管機(jī)組加工變形
道次都比普通焊管道次響應(yīng)增加2、3道次。
精密管的市場(chǎng)需求有什么變化嗎
1.據(jù)了解,由于目前正值需求淡季,加之近期國(guó)內(nèi)各地持續(xù)高溫多雨天氣,使得本就低迷的市場(chǎng)行情更加冷清,許多商家為了規(guī)避風(fēng)險(xiǎn)仍在降低庫(kù)存量,很少入庫(kù)儲(chǔ)備,市場(chǎng)庫(kù)存繼續(xù)維持低位。后期看來(lái),成本端的支撐力度不足,下游企業(yè)及終端用戶補(bǔ)貨積極性不高,供需矛盾仍在持續(xù)。
2.在沒有新的利好因素出現(xiàn)的情況下,預(yù)計(jì)短期精密管價(jià)格仍弱勢(shì)運(yùn)行。
3. 精密管為達(dá)到表面質(zhì)量和加工精度要求,通常采用磨削加工方法。由于精密管韌性大、導(dǎo)熱系數(shù)小、彈性模量小,故在磨削加工中常存在如下問題: 1)砂輪易粘附堵塞;2)加工表面易燒傷;3)加工硬化現(xiàn)象嚴(yán)重;4)工件易變形。不難看出,砂輪和磨削液的選擇直接影響磨削效率和加工精度。
大金鋼管制造有限公司
Q345B精密鋼管生產(chǎn)廠家-庫(kù)存充足
精密管生產(chǎn)中幾個(gè)關(guān)鍵技術(shù)問題 1.對(duì)原材料材質(zhì)的質(zhì)量要求:精密鋼管的原材料,除必須達(dá)到
普通高頻電焊鋼管原材料的基本要求外,還須滿足一下幾方的要求 1.化學(xué)成分:冶煉時(shí),重點(diǎn)是
提高鋼的純凈度,減少鋼中的非金屬夾雜物的含量,硫和磷含量要小于0.03%,為了適應(yīng)后步冷變
形加工,硫含量 不要超過0.02%,因此要嚴(yán)格控制鋼的化學(xué)成分,同時(shí)為保證產(chǎn)品具有良好的
力學(xué)性能,冷彎,焊接等工藝性能,還需適當(dāng)增加一些N、M、V等元素。 2.鋼帶形狀和尺寸:鋼
帶軋制時(shí),應(yīng)采用AGC和板形控制系統(tǒng),提高鋼帶厚度精度和版型精度。同時(shí)還要采用控制冷卻方
法,提高鋼帶的強(qiáng)韌性,縱剪鋼帶寬度尺寸精度要求控制,鋼帶邊緣要無(wú)壓痕和毛刺,以提高焊接
質(zhì)量。3.鋼帶表面的銹蝕:鋼帶表面的黃銹為氧化鐵的結(jié)晶水,在焊接過程中,高溫會(huì)使其中的氧
氫折出,如不能排出,存在于焊縫之中,易產(chǎn)生氣孔微裂紋,改變組織結(jié)構(gòu),降低材料塑形,降低
延伸率,所以要避免鋼帶表面銹蝕。 焊管成形工藝:焊管成形工藝,即焊管機(jī)組成型及定徑部分
孔型設(shè)計(jì)和調(diào)整方法均會(huì)直接影響焊接質(zhì)量的優(yōu)劣。傳統(tǒng)的成型工藝為輥式成型工藝,有單半徑、
雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來(lái)保證成
形質(zhì)量。各種成型工藝技術(shù),有不同優(yōu)缺點(diǎn),適合不同的條件,根據(jù)產(chǎn)品的大綱、產(chǎn)品用途應(yīng)在設(shè)
備選型時(shí)慎重考慮、以選擇不同的成型工藝技術(shù)。為了減少?gòu)椥宰冃危瑢?duì)于精密焊管機(jī)組加工變形
道次都比普通焊管道次響應(yīng)增加2、3道次。
廠家-庫(kù)存充足")
廠家-庫(kù)存充足")