
保障")
憂")
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")

我們的視頻卻能以直觀、生動(dòng)的方式,讓您感受到產(chǎn)品的獨(dú)特之處。觀看視頻,讓無(wú)縫鋼管_精密鋼管根據(jù)要求定制自己向您展示它的卓越品質(zhì)和出色性能。
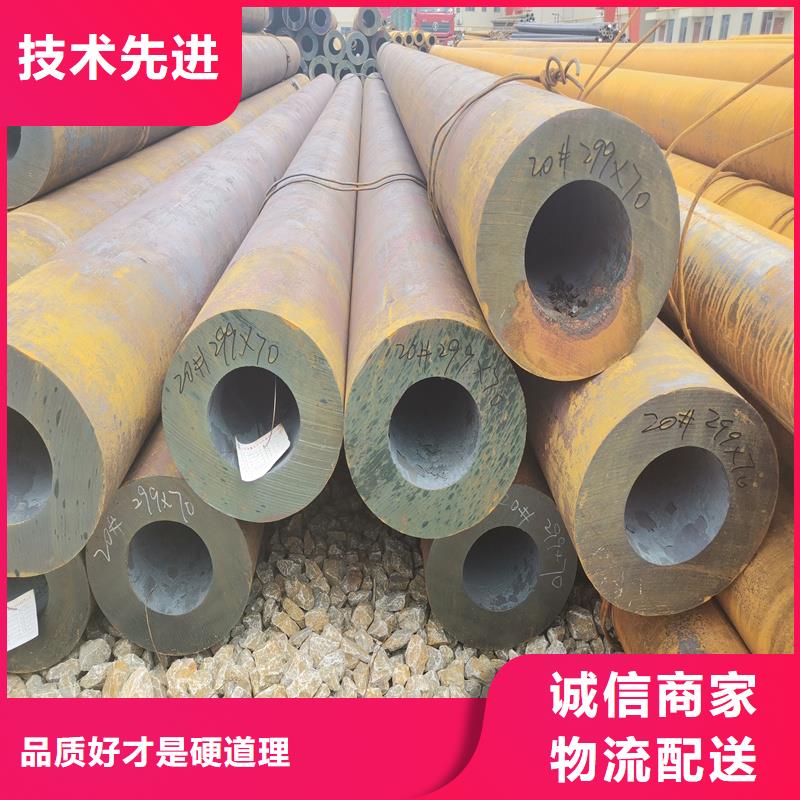
以下是:無(wú)縫鋼管_精密鋼管根據(jù)要求定制的圖文介紹
三種滲氮工藝有各自的特點(diǎn),等溫氮化(或稱為一段氮化)斥 的表面硬度高約HV1000?1200,變形小,脆性低,工藝簡(jiǎn)單,抵作方便,但工藝周期長(zhǎng),成本高,滲層淺,多用于氮化層淺、尺、J 精密、硬度髙的無(wú)縫鋼管;二段滲氮與等溫氮化相比,表面硬度稍介 (HV850?1000),變形略有增大,但滲速快,多用于氮化層較深 批量較大的無(wú)縫鋼管;三段氮化滲速快,但硬度、脆性、變形等方面% 比等溫氮化效果差。因此對(duì)于無(wú)縫鋼管零件需要進(jìn)行氮化處理時(shí),要書 據(jù)無(wú)縫鋼管的技術(shù)要求、工作特點(diǎn)、生產(chǎn)效率、制造成本等幾個(gè)方面if 行綜合評(píng)定后才能確定 的氮化工藝。 需要說明的是對(duì)于碳鋼和鑄鐵無(wú)縫鋼管,為了提高工件的抗蝕能:i 而進(jìn)行的滲氮稱為抗蝕氮化,其滲氮層深度在0.02?0.04mm,珠面形成一層薄而致密的白色氮化層(e相在0.015?O.OOOmm). J 有化學(xué)穩(wěn)定性高的特點(diǎn),在潮濕空氣、過熱蒸汽、海水、氣體燃覺 產(chǎn)物以及弱堿溶液中具有不同的抗腐蝕性,進(jìn)行抗蝕氮化的無(wú)縫鋼管琴進(jìn)行正火或調(diào)質(zhì)處理。采用抗蝕氮化可代替鍍鎳、鍍鋅、發(fā)藍(lán)、碌化以及其他表面處理方法,有時(shí)甚至能代替合金鋼和不銹鋼等。貨工藝的工藝溫度在550?650°C左右,時(shí)間為1?3h,氨分解率在45%?70%。
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
一 定義: 無(wú)縫鋼管是由整支圓鋼穿孔而成的,表面上沒有焊縫的鋼管,稱之為無(wú)縫鋼管。根據(jù)生產(chǎn)方法,無(wú)縫鋼管可分熱軋無(wú)縫鋼管、冷軋無(wú)縫鋼管、冷拔無(wú)縫鋼管、擠壓無(wú)縫鋼管、頂管等。按照斷面形狀,無(wú)縫鋼管分圓形和異形兩種,異形管有方形、橢圓形、三角形、六角形、瓜子形、星形、 帶翅管多種復(fù)雜形狀。 直徑達(dá)900mm,小直徑為 4mm。根據(jù)用途不同, 有厚壁無(wú)縫鋼管和薄壁無(wú)縫鋼管。無(wú)縫鋼管主要用做石油地質(zhì)鉆探管、石油化工用的裂化管、鍋 爐管、軸承管以及汽車、拖拉機(jī)、航空用高精度結(jié)構(gòu)鋼管。 二 用途: 1、一般用途的無(wú)縫鋼管由普通的碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。 2、根據(jù)用途不同分三類供應(yīng): a、按化學(xué)成分和機(jī)械性能供應(yīng); b、按機(jī)械性能供應(yīng); c、按水壓試驗(yàn)供應(yīng)。按a、b類供應(yīng)的鋼管,如用于承受液體壓力,也要進(jìn)行水壓試驗(yàn)。 3、專門用途的無(wú)縫管有鍋爐用無(wú)縫管、化工電力用,地質(zhì)用無(wú)縫鋼管及石油用無(wú)縫管等多種。 無(wú)縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材。 廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環(huán)形零件,可提高材料利用率,簡(jiǎn)化制造工序,節(jié)約材料和加工工時(shí),已廣泛用鋼管來制造。
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
無(wú)縫鋼管采用擠壓成型生產(chǎn)加工,由于表層在表層留下殘余壓應(yīng)力,無(wú)縫鋼管有利于表面微裂紋的封閉型,防止沉積物的擴(kuò)大。進(jìn)而可以提高表層的耐腐蝕工作能力,減緩疲勞裂紋的形成或擴(kuò)展,從而提高無(wú)縫鋼管的疲勞極限。根據(jù)擠壓成形,擠壓成形表層產(chǎn)生冷作硬化底層,降低了接觸表層的切割副的延展性和塑性變形,從而提高了無(wú)縫鋼管內(nèi)腔的耐磨性,防止燒傷割傷。擠壓后,粗糙度值的降低可以改善配合特性。無(wú)縫鋼管擠出成型生產(chǎn)加工是一種非切削加工。
無(wú)縫鋼管產(chǎn)品工件表面,使產(chǎn)品工件表面的金屬材料產(chǎn)生塑性變形和流動(dòng)性,并填充初始?xì)堄嗟汀T诎疾ü戎校梢越档彤a(chǎn)品工件的表面粗糙度。由于擠壓的表層金屬材料發(fā)生塑性變形,表層機(jī)制冷卻結(jié)晶變窄,產(chǎn)生高密度纖維,產(chǎn)生內(nèi)應(yīng)力層,提高強(qiáng)度和抗壓強(qiáng)度,表層 產(chǎn)品工件的改善。無(wú)縫鋼管耐磨性、本地耐腐蝕性和互操作性。擠壓是一種無(wú)需鉆孔的塑性變形生產(chǎn)加工方法。
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
無(wú)縫鋼管生產(chǎn)加工時(shí),操作臺(tái)應(yīng)保持清潔,無(wú)任何污物。如有污垢應(yīng)立即。排空后的無(wú)縫鋼管總表面積增大,而內(nèi)表面面積減小。無(wú)縫鋼管在內(nèi)層和外層的中間會(huì)有一個(gè)中和層。外層、附近中和層以及中間的所有層都會(huì)增加面積,但外層卻大大。內(nèi)表層和中和層,內(nèi)表層大大減少。
無(wú)縫鋼管在空氣拉拔過程中各層區(qū)域的轉(zhuǎn)變特性影響金屬材料變形的不對(duì)稱性。它的一個(gè)特點(diǎn)是,每一層沿壁厚的加寬當(dāng)然是不一致的。當(dāng)然,無(wú)縫鋼管的外表面層少,無(wú)縫鋼管的內(nèi)表面層大。當(dāng)然,中間層的加寬是由外層決定的。到內(nèi)表面層逐漸升高。第二個(gè)特點(diǎn)是,由于綜合關(guān)系,無(wú)縫鋼管的層數(shù)在變形過程中不能有不同的加寬,所以層數(shù)之間必須相互制約。
無(wú)縫鋼管由于表層金屬材料的寬度小于內(nèi)層金屬材料的寬度,所以表層在變形時(shí)必須受到內(nèi)層的約束作用,其具體的加寬比例當(dāng)然是加寬的。反之,內(nèi)層的加寬被表層阻擋,其比加寬率當(dāng)然小,而厚度增加。
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
縫鋼管_精密鋼管根據(jù)要求定制")
亞廣金屬(隴南市分公司)配備了先進(jìn)的 精密鋼管生產(chǎn)設(shè)備、雄厚的技術(shù)力量及完善的檢測(cè)手段, 技術(shù)力量水平居 精密鋼管行業(yè)較高地位。 精密鋼管產(chǎn)品暢銷全國(guó)各地,深受用戶信賴。 面對(duì)激烈的市場(chǎng)競(jìng)爭(zhēng)及新的考驗(yàn),公司將繼續(xù)不斷引進(jìn)新技術(shù)、 新工藝,以適應(yīng)客戶需求。
點(diǎn)擊查看亞廣金屬(隴南市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
