


<隴南>神悅鋼材有限公司
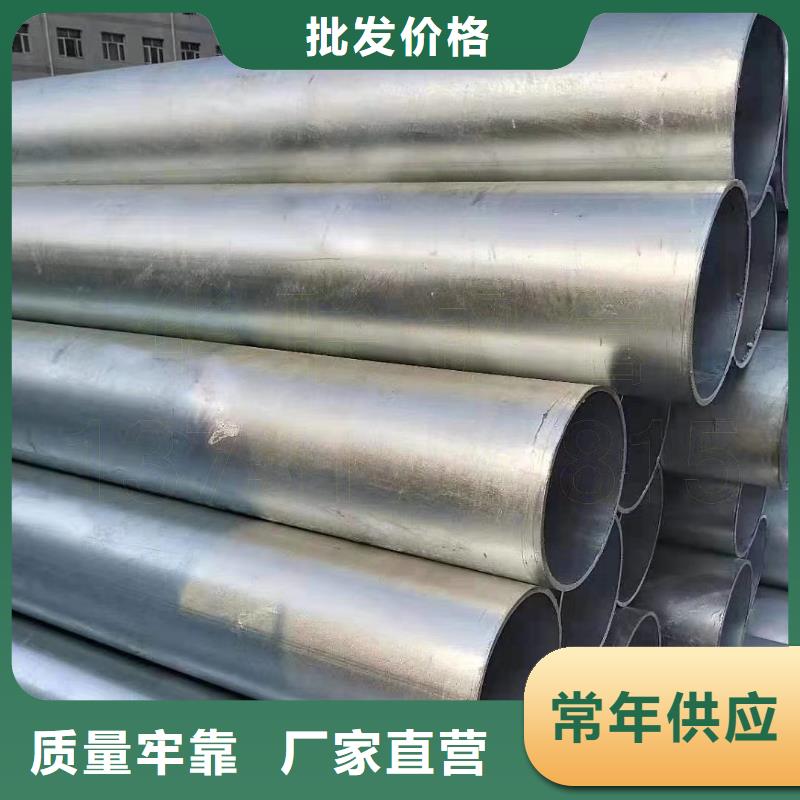
隴南鍍鋅管整個蝕刻過程有利于表面光亮工程。 流體動力研磨和拋光。流體動力研磨拋光是借助高速流動性液體和砂帶上的磨粒侵蝕油鍍鋅管表面進(jìn)行研磨拋光的目的。 流體動力磨削是由液壓機驅(qū)動,使帶有磨粒的液體物料在鋼材表面高速往復(fù)運動。 該材料主要由在較低工作壓力下性能良好的獨特化學(xué)物質(zhì)制成,并摻入耐磨材料。耐磨材料可以選用碳碳復(fù)合粉末。 磁力研磨和拋光。 磁磨、研磨、拋光是利用磁性耐磨材料在電磁場的作用下產(chǎn)生耐磨材料刷,切割生產(chǎn)鍍鋅管。這種方法生產(chǎn)加工效率高,性價比高,生產(chǎn)加工標(biāo)準(zhǔn)非常容易操作,工作標(biāo)準(zhǔn)好。 隴南Q355B鍍鋅焊管為降低鍍鋅無縫鋼管的總氫滲透量,需要盡可能避免高韌性/高韌性鋼鍍鋅無縫鋼管的酸洗鈍化,因為酸洗鈍化會增加堿脆。 在防銹處理和氧化皮過程中,應(yīng)盡量采用噴砂的方法去除銹跡。 保證鍍鋅無縫鋼管在酸中浸泡的時間多不超過十分鐘。 并且盡可能降低酸溶液的濃度值,零件在酸中浸泡的時間不超過十分鐘; 脫脂時,使用清潔劑或有機溶劑脫脂等有機化學(xué)脫脂方法,透氫量較少,若采用光電催化除油,則先氧化陽極再陽極氧化。
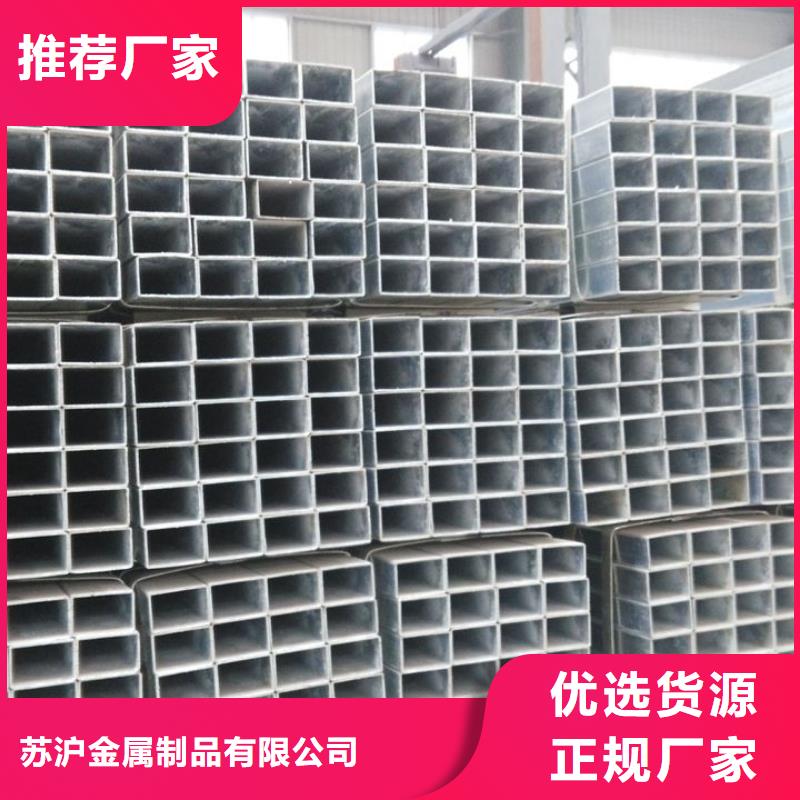
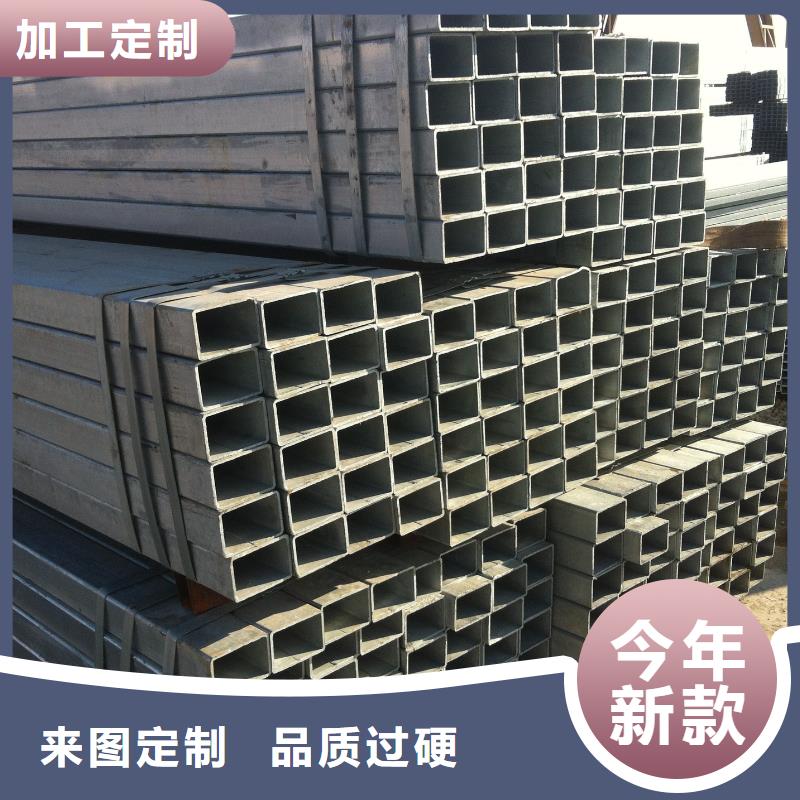
隴南鍍鋅方管應(yīng)該是焊接應(yīng)力過于集中的問題。隴南鍍鋅方管的材質(zhì)淬火后很脆,焊接時局部高溫,沒有相應(yīng)的保溫措施,導(dǎo)致斷裂。焊接:焊接,又稱“熔接”或焊接、焊接,是將兩種或多種材料加熱、加壓或一起使用,使兩個工件之間產(chǎn)生原子結(jié)合的過程和連接方法。焊接在金屬和非金屬方面都有廣泛的應(yīng)用。二輥斜軋穿孔機廣泛應(yīng)用于一發(fā)鍍鋅鋼坯穿孔。不僅普通的奧氏體鍍鋅鋼板,而且難變形的雙相不銹鋼和鎳基合金都可以在兩輥斜軋穿孔機上生產(chǎn)。 如果使用雙輥錐型輥穿孔機,隴南鍍鋅管可生產(chǎn)的鋼種與毛細(xì)管的表層很短,如向內(nèi)折疊和內(nèi)部裂紋等內(nèi)表層缺陷。另外,生產(chǎn)出來的毛壁厚度更薄,經(jīng)過各種軋管機可以使壁厚變薄,從而減少冷拔道次,提高生產(chǎn)效率和成功率,顯著提高經(jīng)濟(jì)效益。 熱擠壓工藝是國外熱處理隴南鍍鋅方管的關(guān)鍵生產(chǎn)工藝。 與擠壓成形和冷軋的生產(chǎn)方法相比,鍍鋅方管擠壓成形法的特點是金屬材料在整個變形過程中受到三維壓縮應(yīng)力。 對于抗變形能力高、熱固性差的塑料的不銹鋼管,可以獲得良好的內(nèi)外工藝性能和合金成分。 由于柱式液壓機破孔技術(shù)的改進(jìn),擠壓后的荒壁厚度精度可達(dá)到5%~7%。


考慮到經(jīng)濟(jì)效益,在設(shè)計方案規(guī)定的條件下,隴南鍍鋅管可以 限度地控制成本,有利于產(chǎn)品的市場銷售;鍍鋅方管制成的零件值得信賴,硬度等級越高,系數(shù)越高。 鍍鋅方管不易腐蝕。 事實上,坦率地說,高精度不銹鋼管的耐腐蝕性其實是非常好的,因此相應(yīng)的性價比也很高。 這是因為表面有一層過渡膜,也可以降低其氧化的可能性。但是,因為我們對鍍鋅方管有太多的放縱,所以對鍍鋅方管的維護(hù)保養(yǎng)并不容易關(guān)心。 但對隴南鍍鋅方管的描述表明,過渡膜的耐腐蝕性較弱的部分會因為自激振蕩反應(yīng)而產(chǎn)生點腐蝕反應(yīng),小孔的加工制造會隨著內(nèi)容的增加而更加刺激。 附近的氯離子。 水溶液加速蝕刻速率。 再加上不銹鋼板內(nèi)部的應(yīng)力腐蝕開裂,會破壞不銹鋼板表面的過渡膜。 由于鍍鋅方管兩側(cè)液壓缸的直徑相同,活塞桿兩側(cè)的總有效面積相同。
當(dāng)我們購買時,我們更關(guān)注它的質(zhì)量。隴南鍍鋅管一般的方法是可能性和觀察,但這種方法對極少數(shù)客戶有效,但對很多客戶來說費時費力,質(zhì)量可能無法準(zhǔn)確區(qū)分。對于此類問題,建議在采購的小范圍內(nèi)進(jìn)行大量的檢驗,然后以下是技術(shù)專業(yè)技術(shù)專業(yè)如何進(jìn)行質(zhì)量檢驗的。 粗糙面層的產(chǎn)品質(zhì)量檢驗可以在集成自然光源下進(jìn)行,距離可以為45±5cm。拋光焊接鋼管表面產(chǎn)品的質(zhì)量檢驗應(yīng)按照拋光表面質(zhì)量檢驗標(biāo)準(zhǔn)進(jìn)行。焊接鋼管化學(xué)成分分析委托外部檢驗機構(gòu)進(jìn)行檢驗。 根據(jù)產(chǎn)品質(zhì)量檢驗規(guī)定,對進(jìn)行表面質(zhì)量的簡單隨機抽樣檢測。使用差動千分尺對稱且地測量三個焊接鋼管直徑,通過低值和小值之間的差值表示。