

想要一睹玉米儲存罐-售后無憂產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:玉米儲存罐-售后無憂的圖文介紹
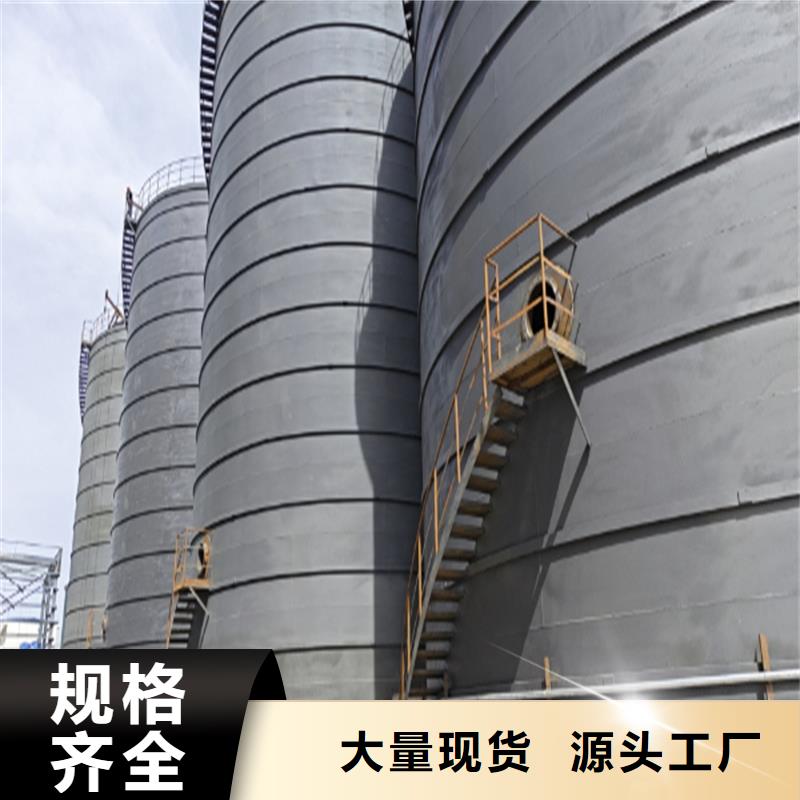
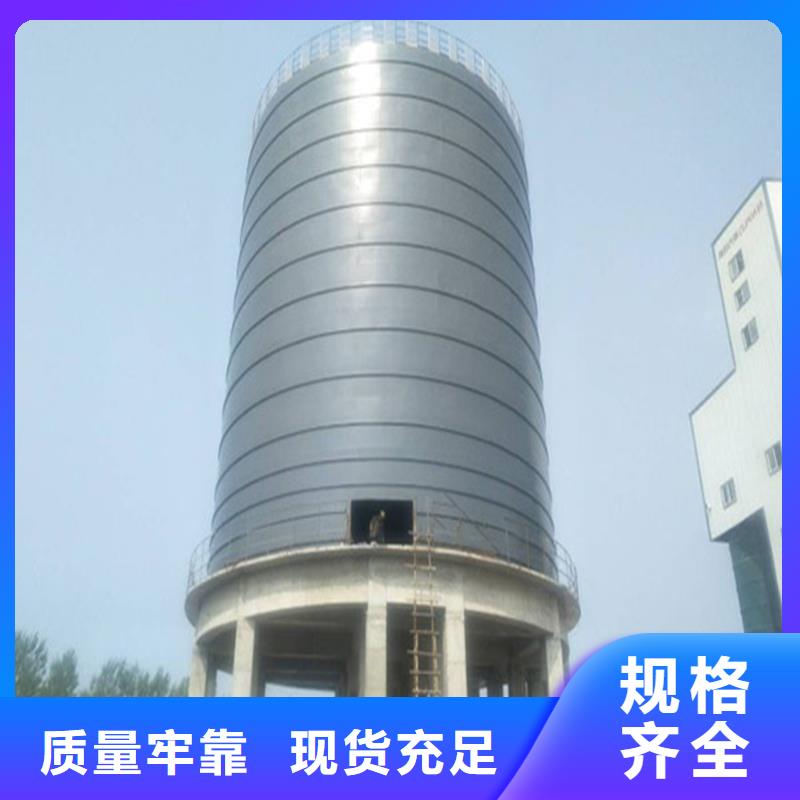
裕盛鋼板倉有限公司坐落于經濟技術開發區北城街道,本公司專業生產 甘肅隴南鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫。“ 質量為基礎,誠信求永恒,厚德載物” 是我公司的企業發展宗旨,也是企業員工孜孜不倦的努力方向 。 公司經多年的發展和努力,擁有著一批專業的服務團隊,從機器設計、生產加工、安裝運行到售后服務,有朋至遠方來,不亦樂乎! 歡迎各地朋友前來參觀考察,共謀發展,共創美好未來!

焊接式鋼板倉在冷鏈物流中的應用及其技術要求?
焊接式鋼板倉在冷鏈物流中的應用日益廣泛,主要用于存儲和轉運冷凍、甘肅隴南同城冷藏食品等。其技術要求主要包括以下幾個方面:首先,鋼板倉的保溫性能要好,能夠有效防止熱量的傳遞和損失;其次,鋼板倉的密封性能要良好,以防止濕氣和異味等進入倉內影響食品的質量;此外,還需要考慮鋼板倉的自動化程度和智能化管理系統的應用,以實現食品的快速裝卸和智能管理; ,在設計和建造過程中還需要考慮環保和節能的要求,采用環保型材料和節能設備來降低能耗和排放。同時,還需要與冷鏈物流的其他環節如冷藏車、甘肅隴南附近冷庫等進行無縫對接,確保冷鏈物流的順暢和。

鋼板倉體變形對應采取措施如下:
1、墊腳槽鋼高度保持水平。對平臺墊腳槽鋼高度進行找平,確保各平臺槽鋼高度一致,使庫體板承受上部荷載均勻,將庫體變形將到 。同時,內部吊耳盡量靠近豎向加強肋或環向加強肋,或吊耳根部加方板,增加接觸與庫體的接觸面積,減小庫體局部由于受力不均產生的變形。
2、庫體板方板時,確保場地平整,鋼板平鋪,同時度提高等級,放線切割時均由專業人員負責,確保方板度。從而使上下兩節庫體板間距均勻,減少強力拼合的情況。
3、確定合理的焊接工藝順序,減小焊接應力集中,縮小變形。
(1)豎向對接焊縫焊接時,先進行間斷焊,間斷焊長度不超過20公分,同時板兩端預留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時錘擊焊接殘余應力。
(2)環向對接焊縫焊接時,先將T型口對齊,確保平整不錯邊,對T型口兩邊進行橫向焊接大約50公分左右,錘擊殘余應力后,然后分段退焊或跳焊,沿環縫方向均分,大約完成環縫工程量的一半時,再進行錘擊,焊接應力后將剩余焊縫焊完,錘擊焊接應力即可。
(3)如因兩板縫隙不均或焊工水平差異無法一次焊接成型,必須進行兩遍或多遍焊接,且 遍焊接完成后焊接應力后方可進行第二遍焊接。


針對鋼板倉老化問題,可采取以下應對措施:
定期檢查與維護:定期對鋼板倉進行檢查,包括焊縫、甘肅隴南同城密封條、甘肅隴南附近涂層等關鍵部位,及時發現并處理老化跡象。
局部修補與更換:對出現老化、甘肅隴南裂縫、甘肅隴南同城變形等問題的部位,進行局部修補或更換,確保鋼板倉的整體結構。
加強防腐處理:在鋼板倉表面涂刷防腐涂料,或采用熱鍍鋅、甘肅隴南同城噴砂除銹等工藝,提高鋼板倉的耐腐蝕性能,延緩老化過程。
采用新材料與技術:隨著技術進步,可考慮采用新型耐候鋼、甘肅隴南不銹鋼等高性能材料,以及智能化監測系統,鋼板倉的耐久性和性。



