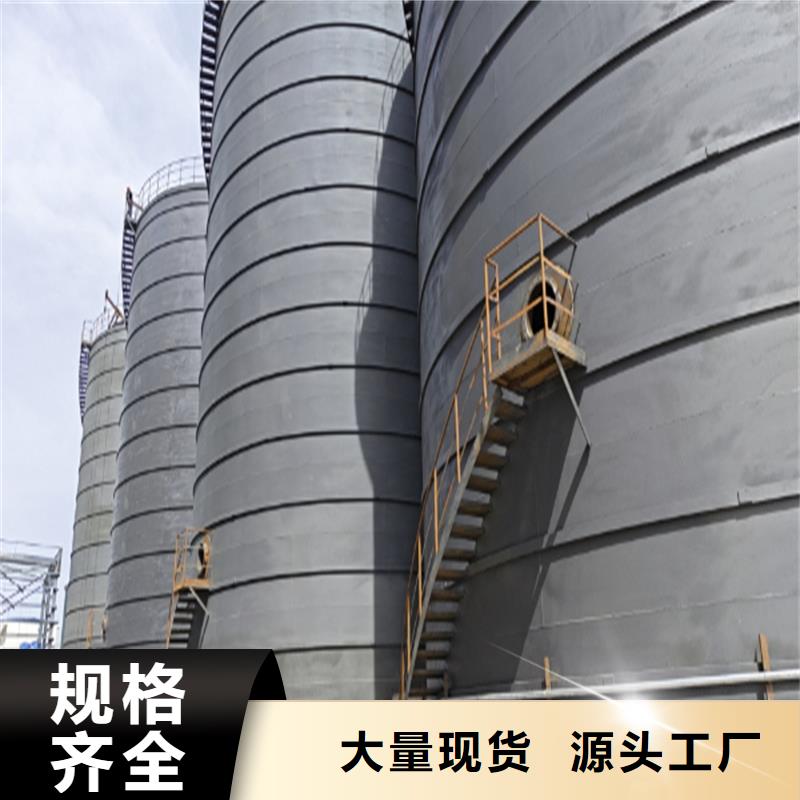


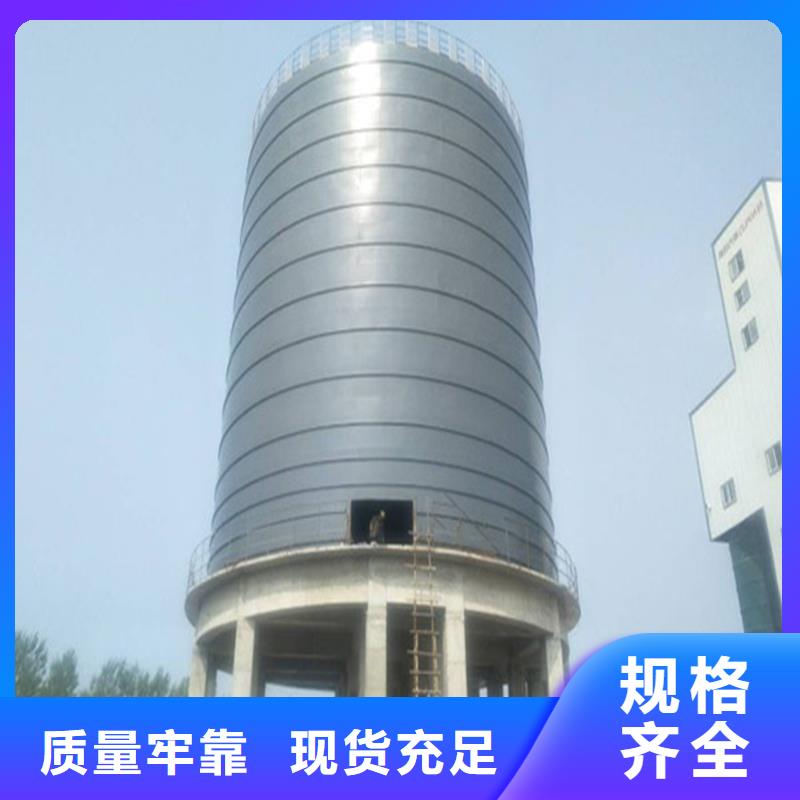
裕盛鋼板倉(cāng)有限公司坐落于經(jīng)濟(jì)技術(shù)開發(fā)區(qū)北城街道,本公司專業(yè)生產(chǎn) 甘肅隴南鍍鋅螺旋鋼板倉(cāng)、裝配式儲(chǔ)糧倉(cāng)、玉米鋼板倉(cāng)、熟料庫(kù)。“ 質(zhì)量為基礎(chǔ),誠(chéng)信求永恒,厚德載物” 是我公司的企業(yè)發(fā)展宗旨,也是企業(yè)員工孜孜不倦的努力方向 。 公司經(jīng)多年的發(fā)展和努力,擁有著一批專業(yè)的服務(wù)團(tuán)隊(duì),從機(jī)器設(shè)計(jì)、生產(chǎn)加工、安裝運(yùn)行到售后服務(wù),有朋至遠(yuǎn)方來,不亦樂乎! 歡迎各地朋友前來參觀考察,共謀發(fā)展,共創(chuàng)美好未來!
存罐-售后無憂")
存罐-售后無憂")
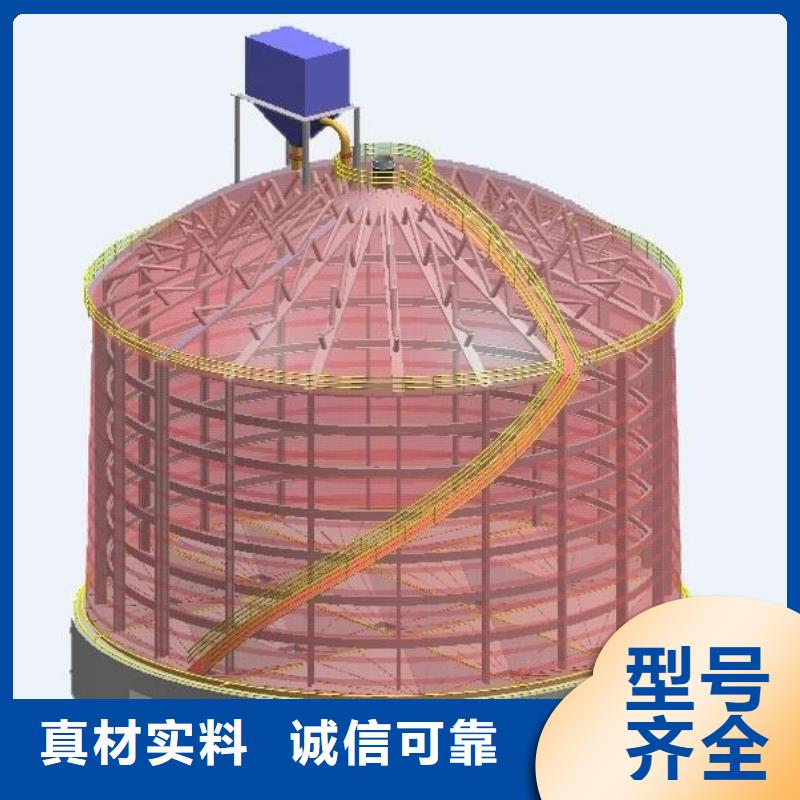
鋼板倉(cāng)體變形對(duì)應(yīng)采取措施如下:
1、墊腳槽鋼高度保持水平。對(duì)平臺(tái)墊腳槽鋼高度進(jìn)行找平,確保各平臺(tái)槽鋼高度一致,使庫(kù)體板承受上部荷載均勻,將庫(kù)體變形將到 。同時(shí),內(nèi)部吊耳盡量靠近豎向加強(qiáng)肋或環(huán)向加強(qiáng)肋,或吊耳根部加方板,增加接觸與庫(kù)體的接觸面積,減小庫(kù)體局部由于受力不均產(chǎn)生的變形。
2、庫(kù)體板方板時(shí),確保場(chǎng)地平整,鋼板平鋪,同時(shí)度提高等級(jí),放線切割時(shí)均由專業(yè)人員負(fù)責(zé),確保方板度。從而使上下兩節(jié)庫(kù)體板間距均勻,減少?gòu)?qiáng)力拼合的情況。
3、確定合理的焊接工藝順序,減小焊接應(yīng)力集中,縮小變形。
(1)豎向?qū)雍缚p焊接時(shí),先進(jìn)行間斷焊,間斷焊長(zhǎng)度不超過20公分,同時(shí)板兩端預(yù)留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應(yīng)力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時(shí)錘擊焊接殘余應(yīng)力。
(2)環(huán)向?qū)雍缚p焊接時(shí),先將T型口對(duì)齊,確保平整不錯(cuò)邊,對(duì)T型口兩邊進(jìn)行橫向焊接大約50公分左右,錘擊殘余應(yīng)力后,然后分段退焊或跳焊,沿環(huán)縫方向均分,大約完成環(huán)縫工程量的一半時(shí),再進(jìn)行錘擊,焊接應(yīng)力后將剩余焊縫焊完,錘擊焊接應(yīng)力即可。
(3)如因兩板縫隙不均或焊工水平差異無法一次焊接成型,必須進(jìn)行兩遍或多遍焊接,且 遍焊接完成后焊接應(yīng)力后方可進(jìn)行第二遍焊接。
存罐-售后無憂")
存罐-售后無憂")
存罐-售后無憂")
存罐-售后無憂")
存罐-售后無憂")
