您的位置>首頁 >麗水本地熱動態 >
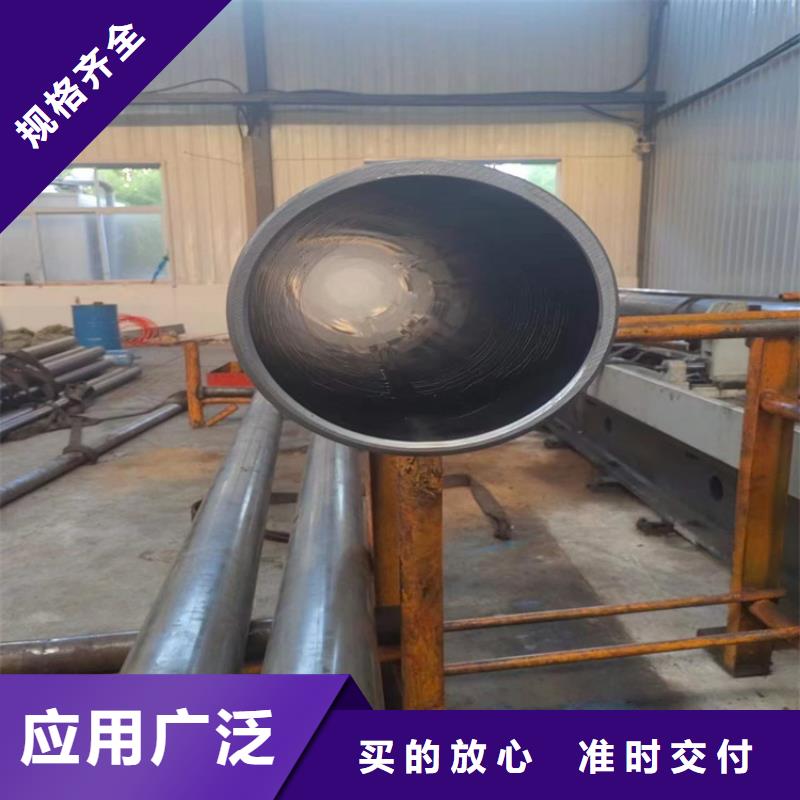
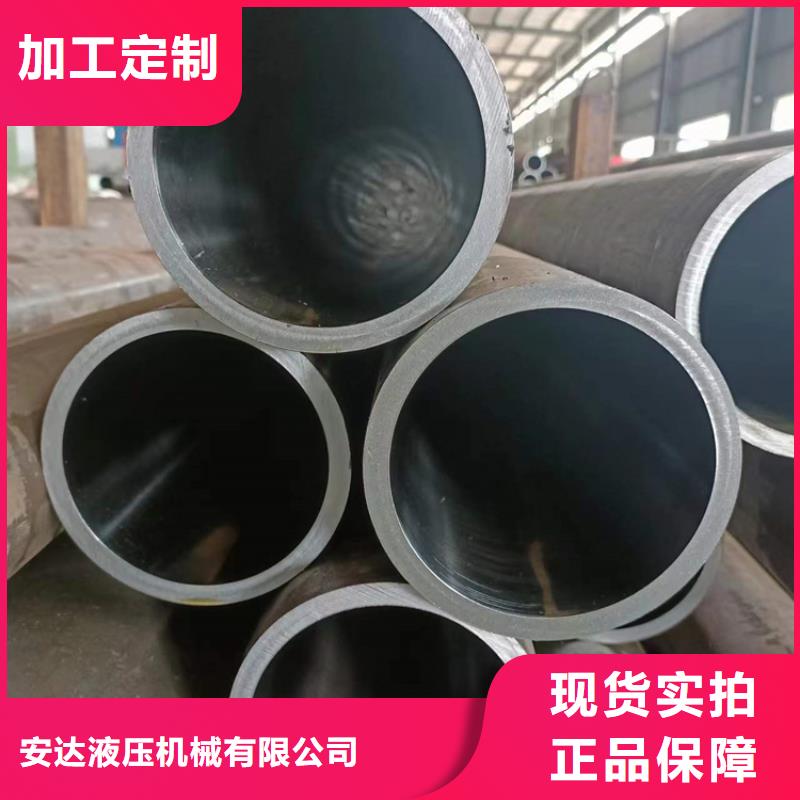
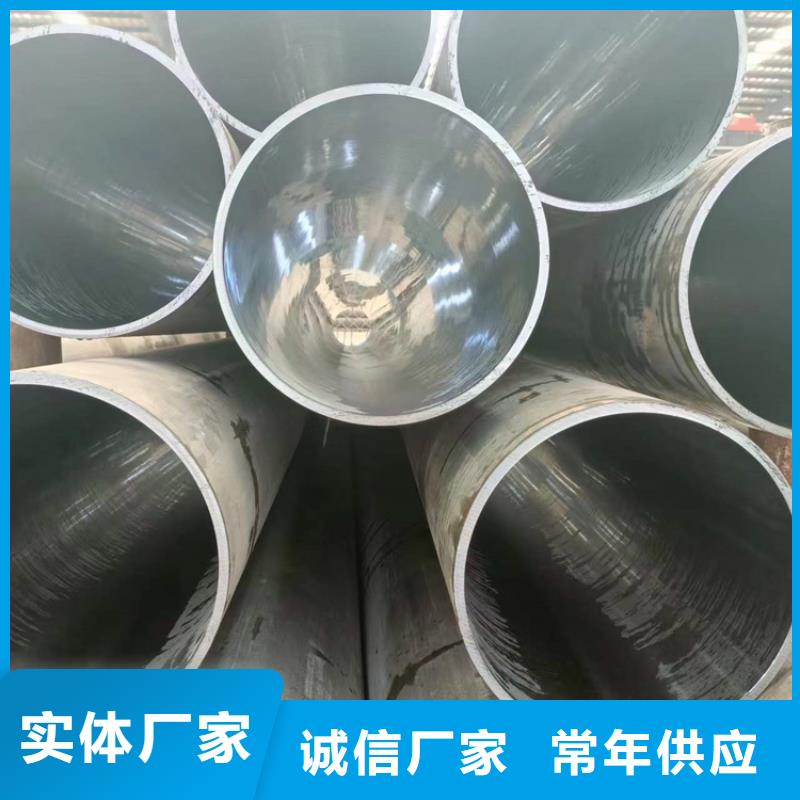
不銹鋼珩磨管廠家
更新時間: 2025-01-29 15:25:47 瀏覽次數:5
以下是:不銹鋼珩磨管廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 適用領域 | 油缸 機械加工 |
|---|
| 是否進口 | 否 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
以下是:不銹鋼珩磨管廠家的圖文視頻
導讀 選購不銹鋼珩磨管廠家來浙江省麗水市找安達液壓機械有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-17706353138,{QQ:3573482096},地址:[聊城遼河路燕山路交叉口南500米東首發貨到浙江省 麗水市 蓮都區、青田縣、縉云縣、遂昌縣、松陽縣、云和縣、慶元縣、龍泉市]。 浙江省,麗水市 2022年,麗水市生產總值(GDP)1830.87億元,比上年增長4.0%,其中,產業增加值117.71億元,第二產業增加值705.91億元,第三產業增加值1007.25億元,分別增長4.4%、4.3%和3.9%。三次產業結構為6.4:38.6:55.0。人均GDP為72812元,比上年增長3.9%。
浙江省麗水市不銹鋼珩磨管廠家
<麗水>九冶管業有限公司
厚壁絎磨管修復內徑表面缺陷方法有哪些呢1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2.優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高厚壁絎磨管的成材率。3.熱軋管內孔缺陷清理質量是產品的前提,只有質量好了,才是服務客戶的根本,所以,對液壓油缸管 表面的缺陷進行完美的修復,是我們對客戶的 承諾大口徑絎磨管如何提高光潔度 珩磨齒輪是由基體加上磨料來構成的。使用它進行珩磨,主要是為了清理材料表面的雜質及毛刺等,從而來提高表面光潔度。

jiuye

小口徑絎磨管磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內外表面質量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差
<麗水>九冶管業有限公司
浙江省麗水市不銹鋼珩磨管廠家
總結 聯系人:高經理,電話:17706353138,安達液壓機械有限公司在浙江省麗水市本地專業從事不銹鋼珩磨管廠家,浙江省麗水市各個縣市以及周邊城市均可提供送貨上門服務!