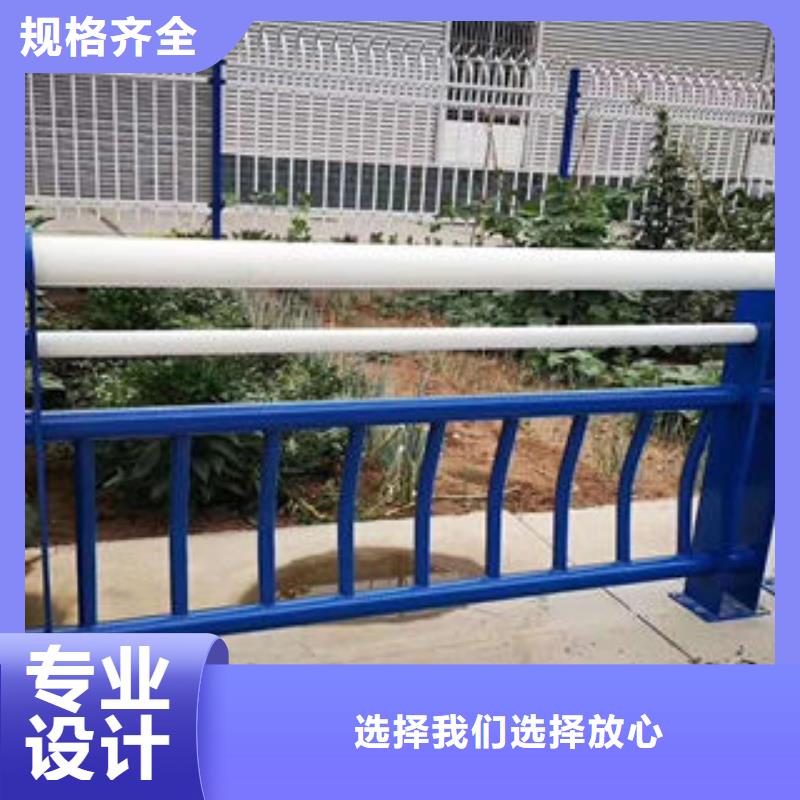


文字或許能描繪201不銹鋼復合管道路隔離欄桿可定制有保障產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
以下是:201不銹鋼復合管道路隔離欄桿可定制有保障的圖文介紹

鑫海達不銹鋼復合管生產制造廠家有限公司是浙江麗水 具有代表性的 浙江麗水不銹鋼復合管護欄企業,生產的 浙江麗水不銹鋼復合管護欄產品在全國多個城市擁有成功案例,看完本篇文章的詳細介紹之后,如果有意向購買 浙江麗水不銹鋼復合管護欄,請致電我們將給您更優質的售后。


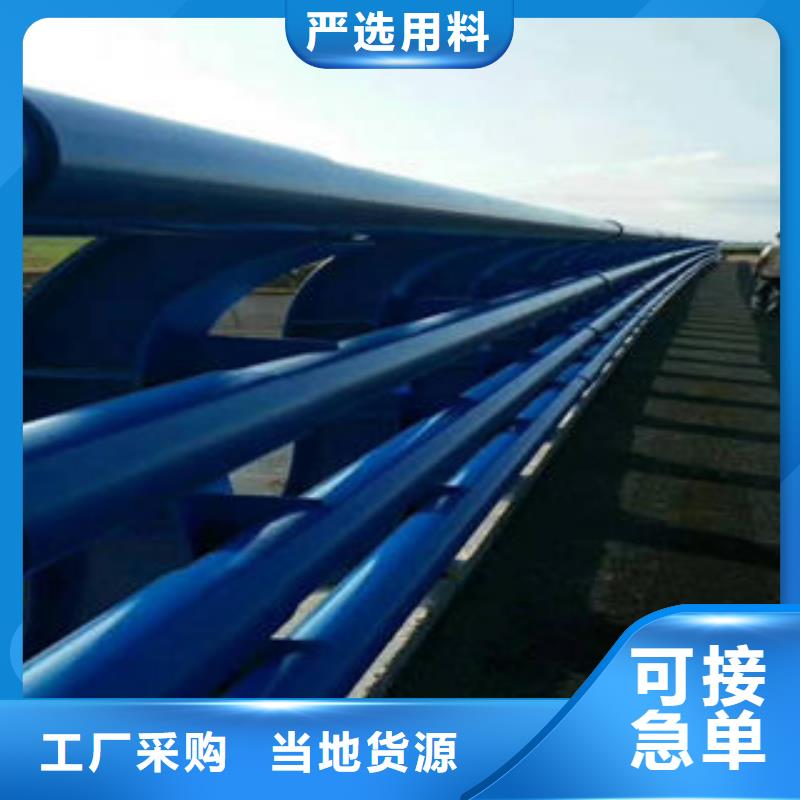
橋梁護欄形式的選擇,首先應根據公路等級,綜合考慮其性、協調性、需防護對象的特性及現場幾何條件等因素確定防撞等級,然后再根據本身結構、經濟性以及施工和養護維修等因素進行構造形式的選擇。其埋置方式有立柱直接埋入式、法蘭盤連接式和通過傳力鋼筋把橋梁護欄和橋面板澆注成一體三種方式,條件許可時,可采用抽換式護欄。
為什么要對不銹鋼焊管進行固溶處理在不銹鋼焊管的生產過程中,有一道工序非常的重要,那就是——固溶處理。固溶處理是指將合金加熱到高溫單相區恒溫保持,使過剩相充分溶解到固溶體中后快速冷卻,以得到過飽和固溶體的熱處理工藝。那么為什么要對不銹鋼焊管進行固溶處理,它有何作用呢?不銹鋼焊管通過固溶處理來軟化,一般將不銹鋼焊管加熱到950~1150℃左右,保溫一段時間,使碳化物和各種合金元素充分均勻地溶解于奧氏體中,然后快速淬水冷卻,碳及其它合金元素來不及析出,獲得純奧氏體組織。
使焊接鋼管組織和成分均勻一致,這對原料尤其重要,因為熱軋線材各段的軋制溫度和冷卻速度不一樣,造成組織結構不一致。在高溫下原子活動加劇,σ相溶解,化學成分趨于均勻,快速冷卻后就獲得均勻的單相組織。加工硬化,以利于繼續冷加工。通過固溶處理,歪扭的晶格恢復,伸長和破碎的晶粒重新結晶,內應力,鋼管抗拉強度下降,伸長率上升。
恢復不銹鋼焊接固有的耐蝕性能。由于冷加工造成碳化物析出,晶格缺陷,使不銹鋼耐蝕性能下降,而固溶處理后不銹鋼焊管的耐蝕性能恢復到好狀態。經過固溶處理的不銹鋼焊管,其各方面性能才能達到狀態,因此固溶處理對不銹鋼焊管而言非常重要。所有不銹鋼冷加工實際上像焊接一樣,都會給不銹鋼鋼管的性能,尤其是耐蝕或耐熱性能帶來不可避免的損害。不銹鋼特別是奧氏體不銹鋼具有優良的塑性,使得諸如冷拔、冷軋、冷滾軋、冷彎、冷脹、冷扭曲等冷加工方式很容易實現,
不進行固溶處理會出現以下具體情況。會導致材料晶格位錯等觀缺陷和表面粗糙度的增加,并誘發馬氏體相變及碳化物的析出。如冷加工后奧氏體鋼呈現出磁性增加現象。導致材料晶格位錯或相變發生在表面,就會成為孔蝕等局部腐蝕的始發位置。這種現象在變形程度達到20%減斷面率時會出現直接不良影響。冷加工以后將在材料中留下殘余應力,殘余應力對材料的抗應力腐蝕開裂(scc)極為不利。
任何程度的冷加工對會使材料的scc敏感性大增 冷加工程度對奧氏體不銹鋼的高溫持久強度也有不良影響。一般工作溫度越高或斷裂壽命要求越高,允許的冷加工程度也越低。對于承受交變載荷的不銹鋼鋼管應用,冷加工會因伸長率和剩余伸長率降低使其開裂擴展速率上升而造成不利影響。綜上所述,不銹鋼焊管必須進行固溶和光亮處理,以保證不銹鋼焊管達到耐腐蝕性能和防止奧氏體碳化物析出。
為什么要對不銹鋼焊管進行固溶處理在不銹鋼焊管的生產過程中,有一道工序非常的重要,那就是——固溶處理。固溶處理是指將合金加熱到高溫單相區恒溫保持,使過剩相充分溶解到固溶體中后快速冷卻,以得到過飽和固溶體的熱處理工藝。那么為什么要對不銹鋼焊管進行固溶處理,它有何作用呢?不銹鋼焊管通過固溶處理來軟化,一般將不銹鋼焊管加熱到950~1150℃左右,保溫一段時間,使碳化物和各種合金元素充分均勻地溶解于奧氏體中,然后快速淬水冷卻,碳及其它合金元素來不及析出,獲得純奧氏體組織。
使焊接鋼管組織和成分均勻一致,這對原料尤其重要,因為熱軋線材各段的軋制溫度和冷卻速度不一樣,造成組織結構不一致。在高溫下原子活動加劇,σ相溶解,化學成分趨于均勻,快速冷卻后就獲得均勻的單相組織。加工硬化,以利于繼續冷加工。通過固溶處理,歪扭的晶格恢復,伸長和破碎的晶粒重新結晶,內應力,鋼管抗拉強度下降,伸長率上升。
恢復不銹鋼焊接固有的耐蝕性能。由于冷加工造成碳化物析出,晶格缺陷,使不銹鋼耐蝕性能下降,而固溶處理后不銹鋼焊管的耐蝕性能恢復到好狀態。經過固溶處理的不銹鋼焊管,其各方面性能才能達到狀態,因此固溶處理對不銹鋼焊管而言非常重要。所有不銹鋼冷加工實際上像焊接一樣,都會給不銹鋼鋼管的性能,尤其是耐蝕或耐熱性能帶來不可避免的損害。不銹鋼特別是奧氏體不銹鋼具有優良的塑性,使得諸如冷拔、冷軋、冷滾軋、冷彎、冷脹、冷扭曲等冷加工方式很容易實現,
不進行固溶處理會出現以下具體情況。會導致材料晶格位錯等觀缺陷和表面粗糙度的增加,并誘發馬氏體相變及碳化物的析出。如冷加工后奧氏體鋼呈現出磁性增加現象。導致材料晶格位錯或相變發生在表面,就會成為孔蝕等局部腐蝕的始發位置。這種現象在變形程度達到20%減斷面率時會出現直接不良影響。冷加工以后將在材料中留下殘余應力,殘余應力對材料的抗應力腐蝕開裂(scc)極為不利。
任何程度的冷加工對會使材料的scc敏感性大增 冷加工程度對奧氏體不銹鋼的高溫持久強度也有不良影響。一般工作溫度越高或斷裂壽命要求越高,允許的冷加工程度也越低。對于承受交變載荷的不銹鋼鋼管應用,冷加工會因伸長率和剩余伸長率降低使其開裂擴展速率上升而造成不利影響。綜上所述,不銹鋼焊管必須進行固溶和光亮處理,以保證不銹鋼焊管達到耐腐蝕性能和防止奧氏體碳化物析出。



構件下料前必須檢查是否平直,否則必須矯直。焊接時焊條或焊絲應選用適合于所焊接的材料的品種,且應有出廠合格證。 焊接時構件之問的焊點應牢固,焊縫應飽滿,焊縫表面的焊波應均勻,不得有咬邊、未焊滿、裂紋、渣滓、焊瘤、燒穿、電弧擦傷、弧坑和針狀產氣孔等缺陷,焊接區不得有飛濺物.如有漏焊,必須先焊渣后再進行補充焊接。
打磨平整光潔,不允許有焊渣、崩淺、毛刺或未打磨等情況;欄桿接縫應嚴密,不得有裂縫、翹曲、鍛痕。焊接完成后,應將焊渣敲凈。漆面平整均勻,不允許有色差、漏漆現象。表面平滑、均勻,不允許有、鼓泡、氣孔、流掛、裂紋、夾雜物、發粘、劃痕等缺陷。欄桿高度、問距、安裝位置應符合設計要求。欄桿之問豎向問距不大于110mm ,允許偏差不大于3㎜ 。欄桿豎向平面乖直度不大于3 ㎜,橫向平面直線度不大于4 ㎜。欄桿高度允許偏差不大于3 ㎜。
應注意的質量問題:尺寸超出允許偏差:對焊縫長寬、寬度、厚度不足,中心線偏移,彎折等偏差,應嚴格控制焊接部位的相對位置尺寸,合格后方準焊接,焊接時精心操作。焊縫裂紋:為防止裂紋產生,應選擇適合的焊接工藝參數和焊接程序,避免用大電流,不要突然熄火,焊縫接頭應搭接10-15mm ,焊接中不允許搬動、敲擊焊件;表面氣孔:焊接部位必須清洗干凈,焊接過程中選擇適當的焊接電流,降低焊接速度,使熔池中的氣泡逸出。
鐵藝欄桿安裝:工藝流程 后加理件法:安裝預理件一放線一安裝立柱一扶手與認柱連接(針對木扶手工程);安裝預埋件后加埋件做法是:采用膨脹螺栓與鋼板來制作后置連接件,先在土建基層上放線,確定眾柱固定點的位置,然后在安裝基層上用沖擊鉆鉆孔(對于安裝基層有面磚和理石面層的,在使用專用理石鉆頭或水鉆現在面層上開孔后,用沖擊鉆鉆孔),再安裝膨脹螺栓,螺栓保持足夠的長度,在螺栓定位以后,將螺栓擰緊同時將螺母與螺桿間焊死,防止螺母與鋼板松動。扶手與墻體面的連接也同樣采取上述方法。
由于上述后加埋件施工,有可能產生誤差,因此,在立柱安裝之前,應甫新放線,以確定埋板位置與焊接眾桿的準確性,如有偏差,及時修正二應保證立柱全部座落在鋼板上,并且四周能夠焊接。焊接立柱時,需雙人配合,一個扶住欄桿使其保持乖直,在焊接時不能晃動,另一人施焊,要四周施焊,并應符合焊接規范。木扶手安裝(針對木扶手工程)找位與劃線: 安裝扶手的固定件:位置、標高、坡度找位校正后,出扶手縱向中心線。按設計扶手構造,根據折彎位置、角度,劃出折彎或割角線。
打磨平整光潔,不允許有焊渣、崩淺、毛刺或未打磨等情況;欄桿接縫應嚴密,不得有裂縫、翹曲、鍛痕。焊接完成后,應將焊渣敲凈。漆面平整均勻,不允許有色差、漏漆現象。表面平滑、均勻,不允許有、鼓泡、氣孔、流掛、裂紋、夾雜物、發粘、劃痕等缺陷。欄桿高度、問距、安裝位置應符合設計要求。欄桿之問豎向問距不大于110mm ,允許偏差不大于3㎜ 。欄桿豎向平面乖直度不大于3 ㎜,橫向平面直線度不大于4 ㎜。欄桿高度允許偏差不大于3 ㎜。
應注意的質量問題:尺寸超出允許偏差:對焊縫長寬、寬度、厚度不足,中心線偏移,彎折等偏差,應嚴格控制焊接部位的相對位置尺寸,合格后方準焊接,焊接時精心操作。焊縫裂紋:為防止裂紋產生,應選擇適合的焊接工藝參數和焊接程序,避免用大電流,不要突然熄火,焊縫接頭應搭接10-15mm ,焊接中不允許搬動、敲擊焊件;表面氣孔:焊接部位必須清洗干凈,焊接過程中選擇適當的焊接電流,降低焊接速度,使熔池中的氣泡逸出。
鐵藝欄桿安裝:工藝流程 后加理件法:安裝預理件一放線一安裝立柱一扶手與認柱連接(針對木扶手工程);安裝預埋件后加埋件做法是:采用膨脹螺栓與鋼板來制作后置連接件,先在土建基層上放線,確定眾柱固定點的位置,然后在安裝基層上用沖擊鉆鉆孔(對于安裝基層有面磚和理石面層的,在使用專用理石鉆頭或水鉆現在面層上開孔后,用沖擊鉆鉆孔),再安裝膨脹螺栓,螺栓保持足夠的長度,在螺栓定位以后,將螺栓擰緊同時將螺母與螺桿間焊死,防止螺母與鋼板松動。扶手與墻體面的連接也同樣采取上述方法。
由于上述后加埋件施工,有可能產生誤差,因此,在立柱安裝之前,應甫新放線,以確定埋板位置與焊接眾桿的準確性,如有偏差,及時修正二應保證立柱全部座落在鋼板上,并且四周能夠焊接。焊接立柱時,需雙人配合,一個扶住欄桿使其保持乖直,在焊接時不能晃動,另一人施焊,要四周施焊,并應符合焊接規范。木扶手安裝(針對木扶手工程)找位與劃線: 安裝扶手的固定件:位置、標高、坡度找位校正后,出扶手縱向中心線。按設計扶手構造,根據折彎位置、角度,劃出折彎或割角線。

