
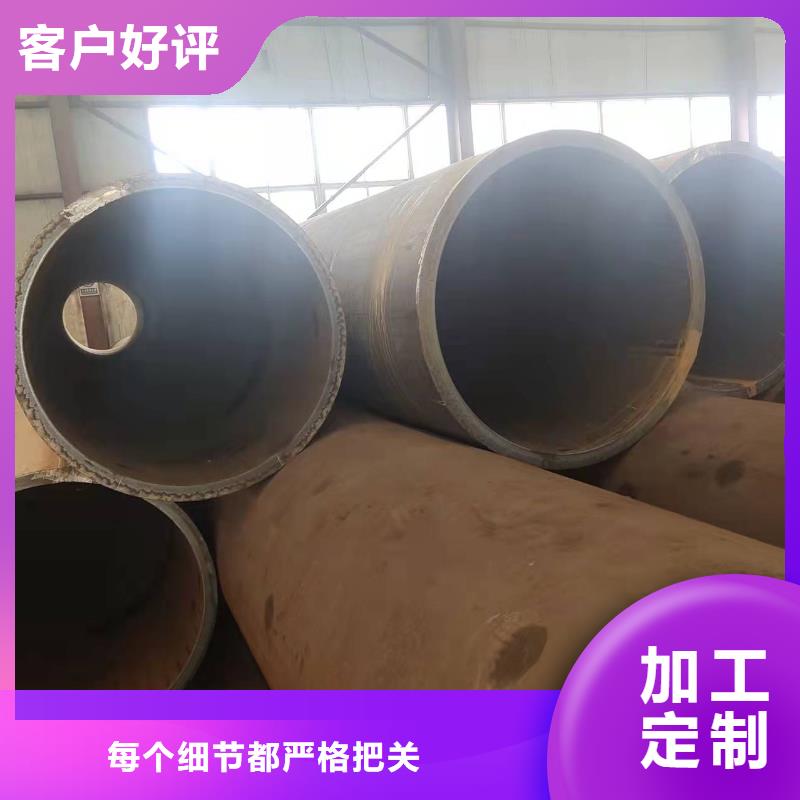







鋼板卷管在生產(chǎn)過程中由于受到滾壓、拉伸和焊接時(shí)的高溫影響,材料的組織、機(jī)械性能都會(huì)發(fā)生變化,嚴(yán)重的影響管材的品質(zhì),這些變化主要有:冷作硬化現(xiàn)象,即晶體中一列或若于列原子發(fā)生有規(guī)律的錯(cuò)排,晶格發(fā)生畸變,形成一個(gè)應(yīng)力集中區(qū),這種現(xiàn)象也稱位錯(cuò)。因?yàn)楦邷睾屠鋮s不勻產(chǎn)生焊接應(yīng)力和在原有單一奧氏體組織中產(chǎn)生鐵素體,出現(xiàn)碳化物等不均勻組織,為提高生產(chǎn)效率,確保卷管表面光亮,殘余應(yīng)力,獲得單一的奧氏體組織,生產(chǎn)高品質(zhì)卷管,必須實(shí)施在線光亮固溶處理方法。
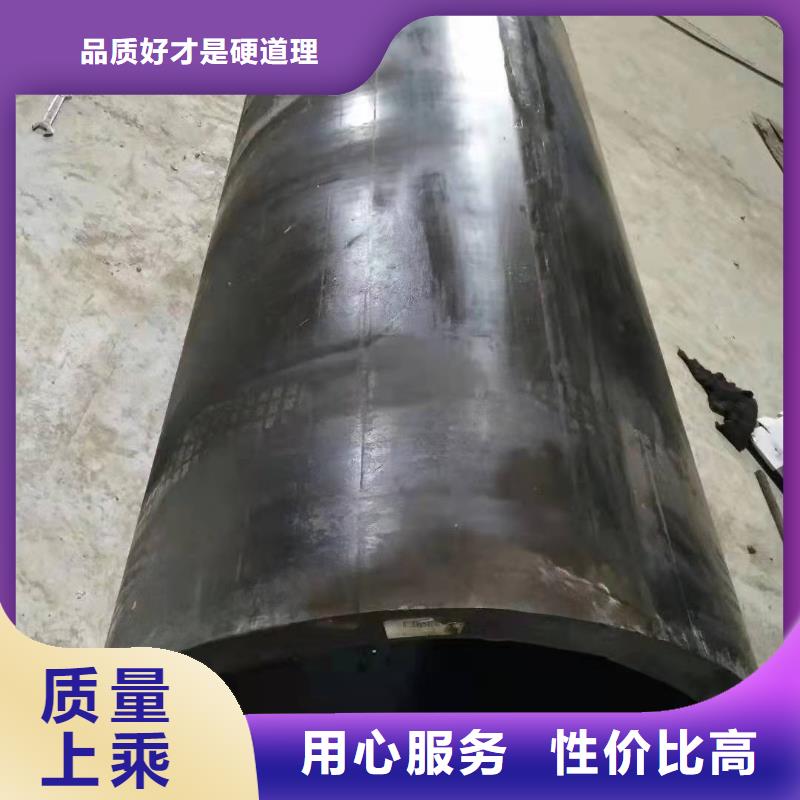
丁字焊接鋼管中含Ni時(shí)在酸性環(huán)境中耐蝕性強(qiáng),在含有硫酸或者環(huán)境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強(qiáng)。在一般的環(huán)境下,只需在丁字焊接鋼管中添加Cr就可以防止發(fā)生侵蝕的現(xiàn)象。鋼帶邊緣狀況不佳是造成錯(cuò)邊的另一重要原因。質(zhì)量流量、熱流密度以及結(jié)構(gòu)參數(shù)(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對(duì)立式螺旋管內(nèi)飽和泡狀沸騰換熱系數(shù)的影響。 渦流探傷按GB/T7735-2004《卷管渦流探傷檢驗(yàn)方法》標(biāo)準(zhǔn)執(zhí)行.渦流探傷方法是將頭固定在機(jī)架上探傷與焊縫保持3~5mm距離靠鋼管的快運(yùn)動(dòng)對(duì)焊縫進(jìn)行的掃查探傷信號(hào)經(jīng)渦流探傷儀的自動(dòng)處理和自動(dòng)分選達(dá)到探傷的目的.探傷后的焊管用飛鋸按規(guī)定長度切斷經(jīng)翻轉(zhuǎn)架下線.鋼管兩端應(yīng)平頭倒角打印標(biāo)記成品管用六角形捆扎包裝后出廠.
焊接鋼板卷管是由卷成管形的鋼板
優(yōu)點(diǎn)?
1可以生產(chǎn)形狀復(fù)雜的零件,尤其復(fù)雜內(nèi)腔的毛坯(如暖氣)?
2適應(yīng)性廣,工業(yè)常用的金屬材料均可鑄造。 幾克~幾百噸。?
3原材料來源廣泛。價(jià)格低廉。 廢鋼,廢件,切屑 4鑄件的形狀尺寸與零件非常接近,減少切削量,屬少無切削加工。
鋼板卷管鋼板卷筒殼電注作品圖片附件預(yù)覽71卷筒殼電機(jī)71卷筒殼電機(jī)分解圖71卷筒殼電機(jī)裝配體71卷筒殼電機(jī)四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請(qǐng)等待或重新刷新本頁面!圖紙簡介該電機(jī)為71機(jī)座號(hào)立式大法蘭安裝方式電機(jī),出軸配皮帶專用,該圖紙按現(xiàn)有生產(chǎn)產(chǎn)品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數(shù)可編輯。發(fā)布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風(fēng)幣可否編輯:可進(jìn)行編輯,含參數(shù)下載地址(所需金額:20沐風(fēng)幣)立即下載(10.99MB)已有人關(guān)注
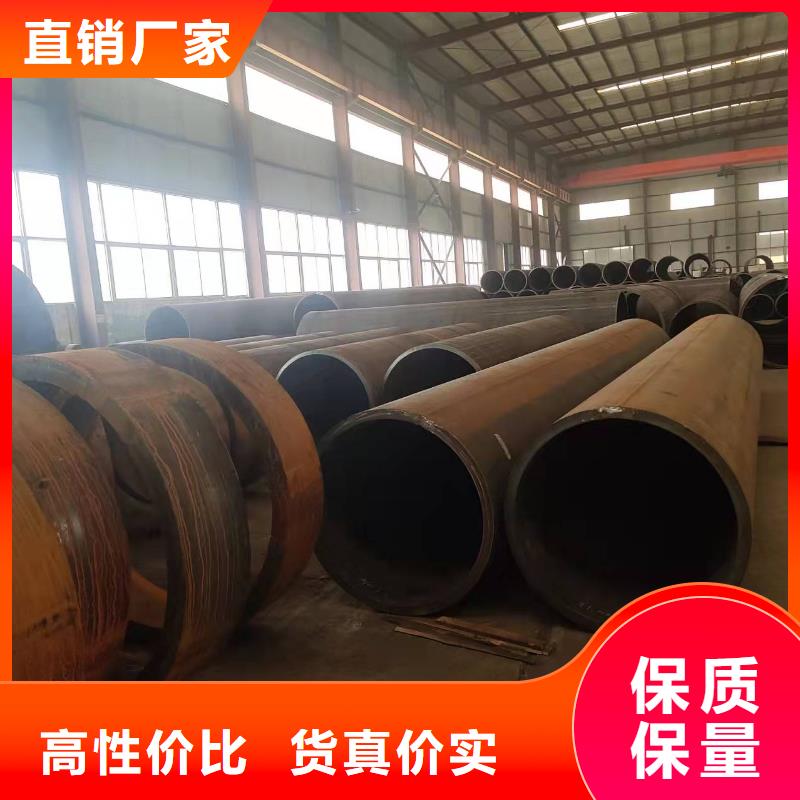
大口徑厚壁鋼板卷管,不銹鋼卷管、錐形卷管、異形卷管工藝流程圖
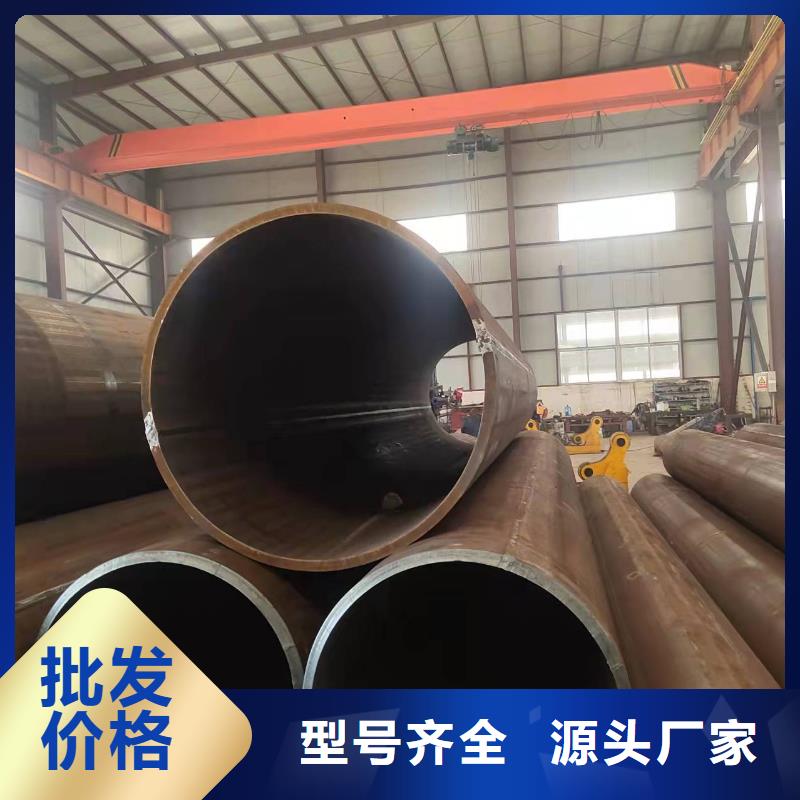
錐形卷管、異形卷管成型注意事項(xiàng):
①把卷板機(jī)上面的管子一端抬高,把小錐面放在低端,卷制時(shí)不斷移動(dòng)大端,大端的進(jìn)入速度要加快;
②在輥?zhàn)拥囊欢渭右粋€(gè)旁輪卷錐裝置;
③在卷板機(jī)的下輥兩側(cè)裝兩個(gè)錐筒,卷制的時(shí)候把小端靠在錐筒上,小端的板邊就會(huì)倚著錐筒往里進(jìn).
大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

