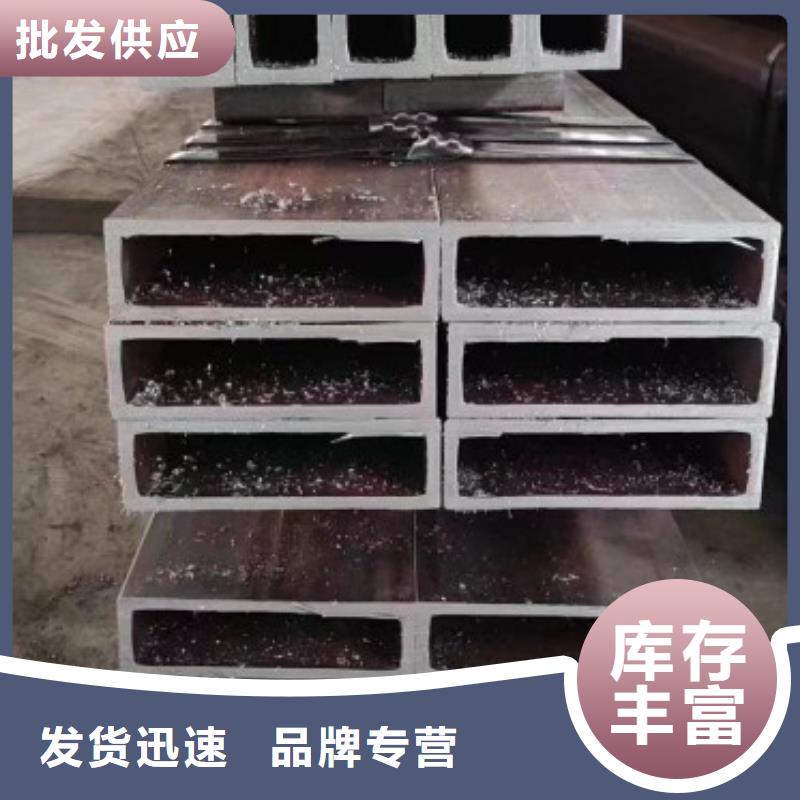

林芝方矩管執行標準GB/T6728-2002GB/T6725-2002 GBT3094-2000,JG 178-2005, ASTM A500 JIS G3466,EN10210或技術協議。
GB/T3094-2000 (國標) 冷壓異型矩形管
GB/T6728-2002 (國標) 結構用冷彎空心型鋼
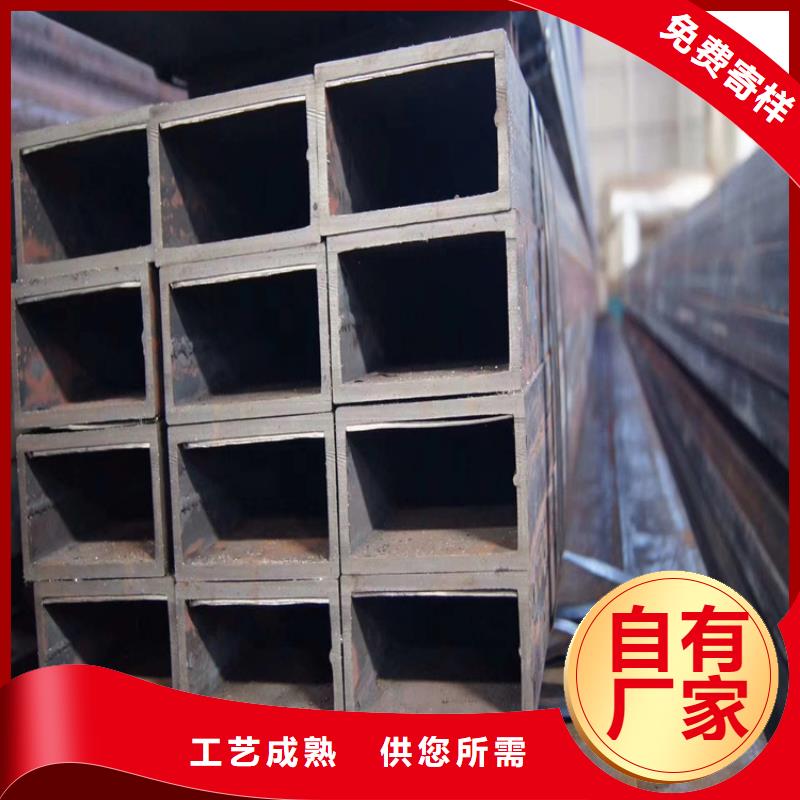
ASTM A500 (美標)結構用碳素鋼冷成型圓截面和異形截面焊接矩形管和無縫矩形管
EN10219-1-2006(歐標) 非合金及細晶粒的冷成型焊接空心結構型材
JIS G 3466 (日標) 一般構造用角型矩形管
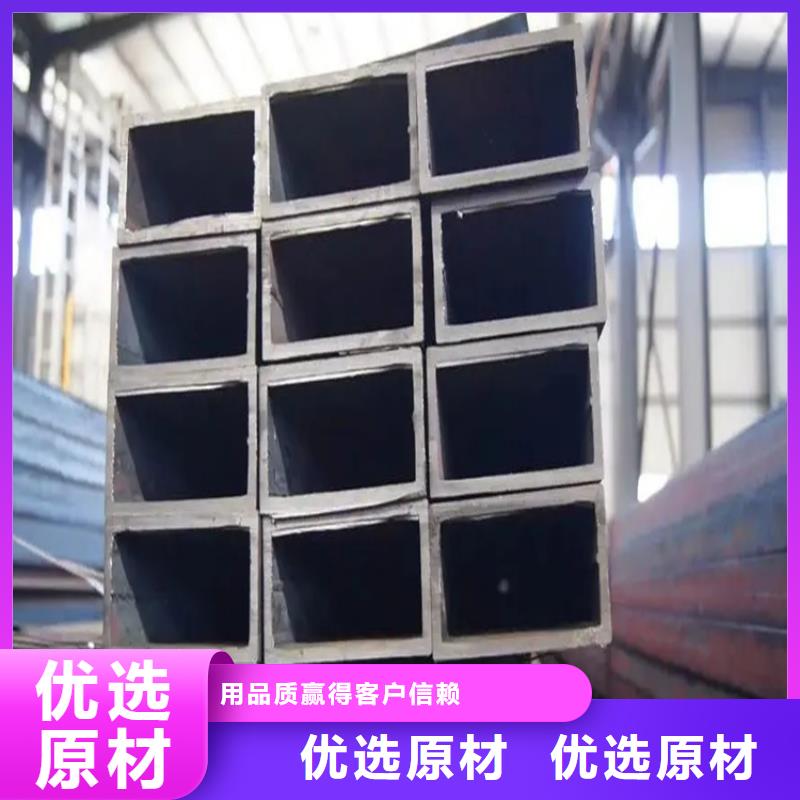
林芝方矩管在這里給大家一些減少焊接變形的建議,在焊接方管時,可以按照從中間向兩邊對稱分層分段焊接的方式進行焊接,這樣有利于應力的擴散和釋放,能夠避免焊接過程中產生的復雜應力對方管產生的諸多影響,另外,還可以通過擺動焊接,讓焊接在開始形成狹窄區域,方管變形只形成一次,這樣也可以減少焊接過程中的變形情況。
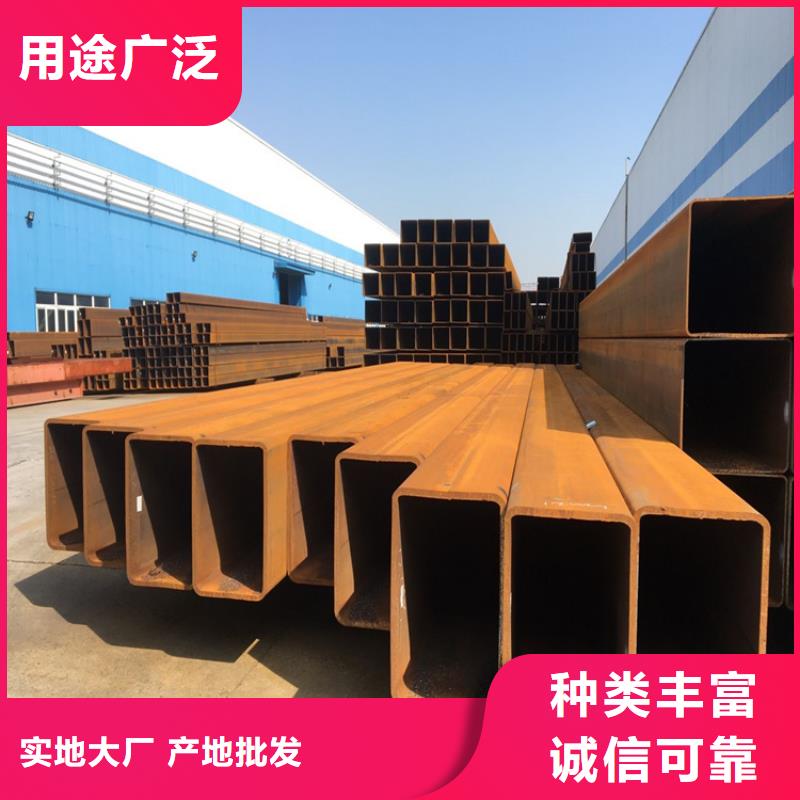
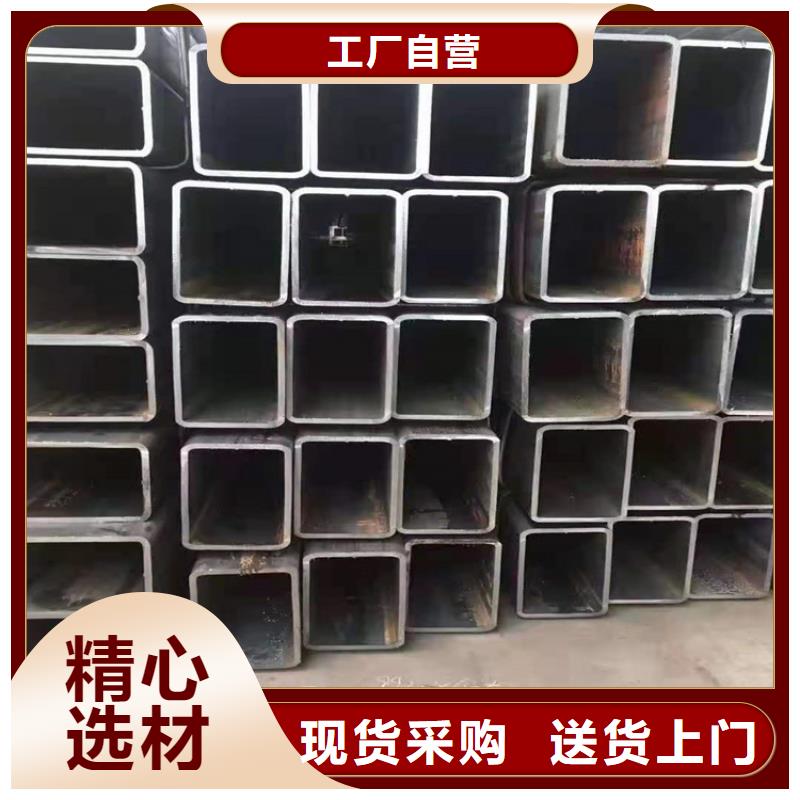
林芝方矩管是建筑材料中比較常見的材料,也是發展很快的方矩管,生產效率較低,但是利潤卻是很高的,大家在選購的時候要注意貨比三家,選擇性價比好的產品,一分價格一分貨,不能一味的追求低價位,在質量上還是要嚴格把關的,不然會造成更大的損失。
林芝方矩管內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。
(8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。
(9)采用空氣等離子切割機將方管切成單根。
(10)林芝方矩管切成單根方管后,每批方管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,方管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
林芝方矩管鋼結構的焊接變形,主要是焊接應力較大,大于結構的承受能力后,導致結構扭曲,以緩解較大的焊接應力。。
1、采取較小的焊接參數,小規范焊接,即電流要點,速度慢一點等
2、先進行點固焊,把整個結構全部焊接成形,以增加結構強度
3、每條焊縫,尤其是長焊縫,都不要一次性焊接完成,間斷分部完成。
林芝方矩管焊接焊接變形主要是焊縫收縮力大于母材強度造成的。
1:采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
2:只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在段起弧處。
