

我們為您呈現了一部精彩絕倫的螺旋管-高鋅層方矩管實力見證產品視頻,讓您感受產品的獨特之處。
以下是:螺旋管-高鋅層方矩管實力見證的圖文介紹

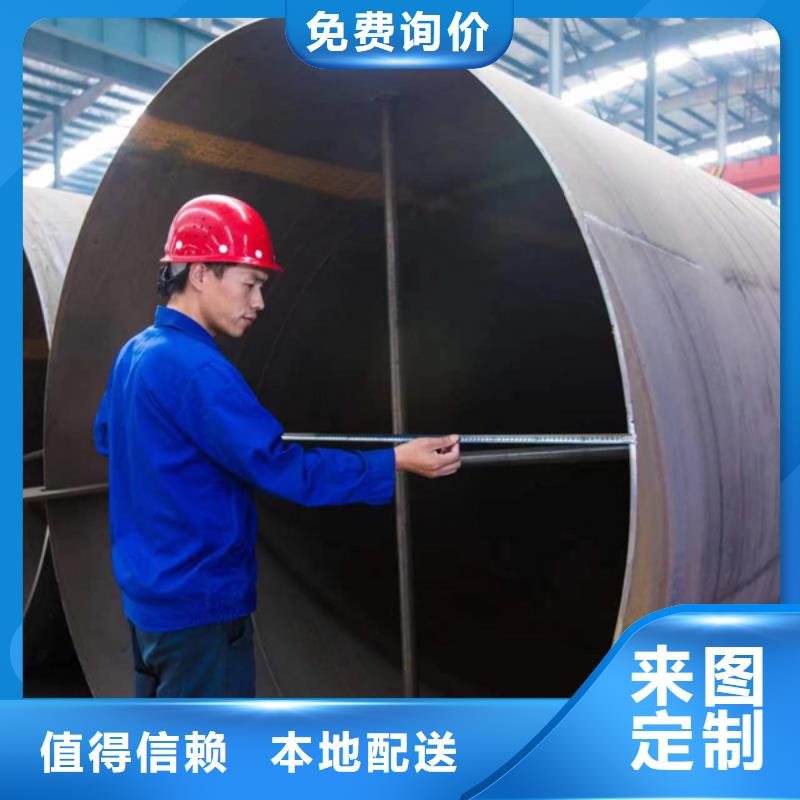
2、西藏林芝螺旋管焊接:螺旋管一般采用高頻焊接,高頻焊接是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優點,因此在鋼管的生產中受到廣泛的應用。根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從而達到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。
3、西藏林芝螺旋管焊縫間隙:將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。


我們的使命是成為具創新的 西藏林芝DN20-27mm鍍鋅管企業,并在所服務的 西藏林芝DN20-27mm鍍鋅管市場中成為備受推崇的供應商。鑫豪管業有限公司會自始至終保持 西藏林芝DN20-27mm鍍鋅管產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。



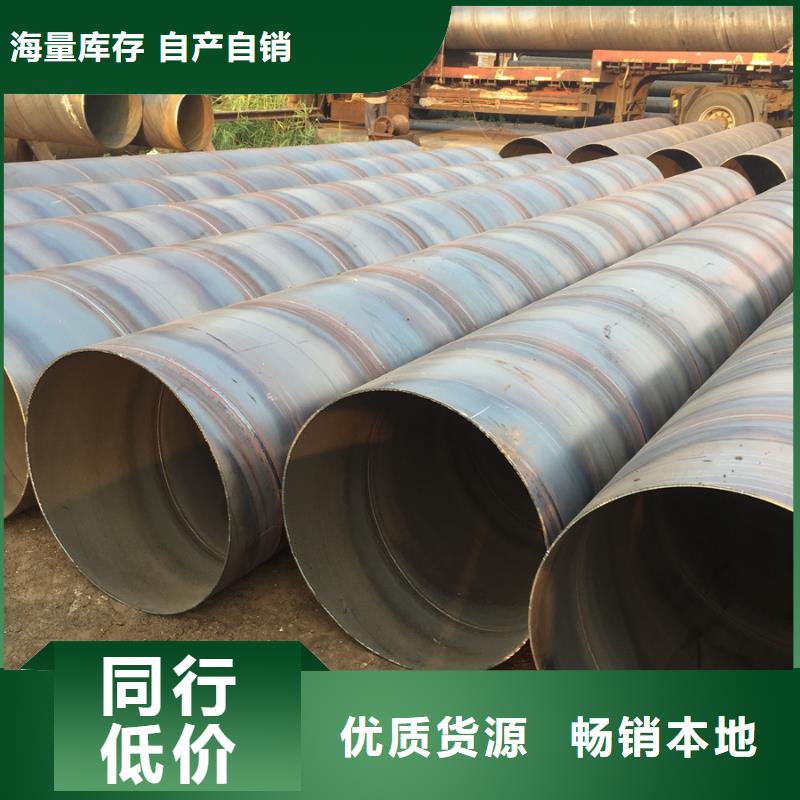
西藏林芝螺旋管淺析其具體的生產工藝流程:
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。
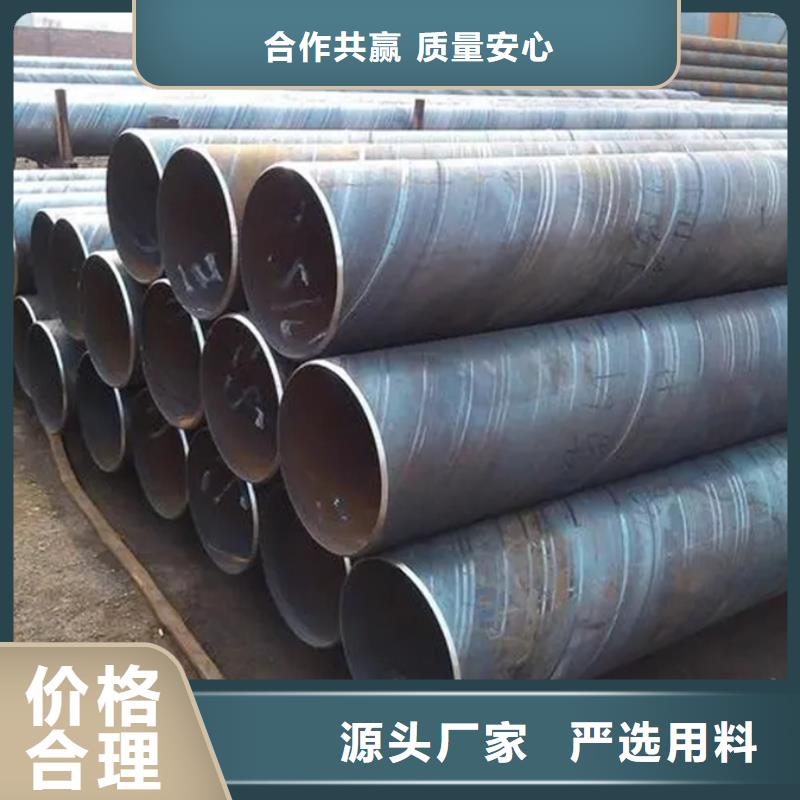
(2)西藏林芝螺旋管帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。
(3)西藏林芝螺旋管成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)西藏林芝螺旋管采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。
(5)西藏林芝螺旋管采用外控或內控輥式成型。
(6)西藏林芝螺旋管采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。


輸送原油的公司常常也運輸成品油。原油及成品油的貨主常常會發現用管道輸迭其它商晶也是有利的,當然這需要在另一個管道系統中輸送。管道工業在這個方面發展迅速,西藏林芝螺旋管現在已可用管道系統輸途固體物質(以水作輸念介質)、液體無水氨、鯴氣、二氧化碳氣、鹽水、:酸、堿以及其它物品。許多物質(如乙燃)是在一個工廠中生產,需要用管避送到另一工廠去制造其它產品,管輸此種石油化工原料的業務正在增多。現在許多管道公司備有高蒸光壓商品的儲罐作為附加業務。這種儲藏庫常常是利用地下鹽礦的洞穴。把部分鹽溶解或浸出,并將鹽水泵出,即形成了這種洞穴。還可以利用在石灰巖、花崗巖及共它蓉石構造中開鑿的洞穴。



