

云海旭金屬材料有限公司
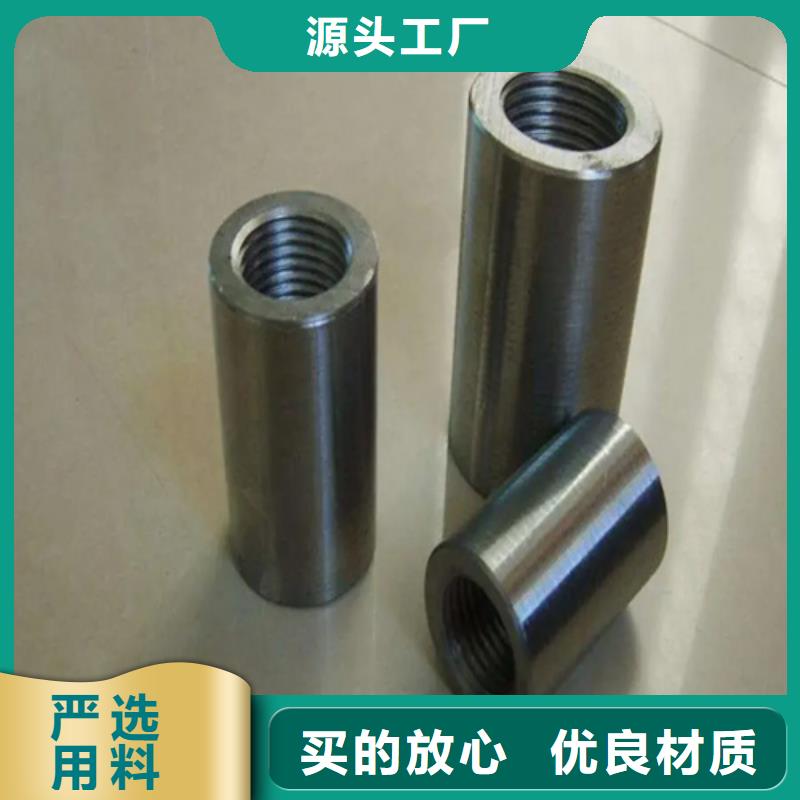
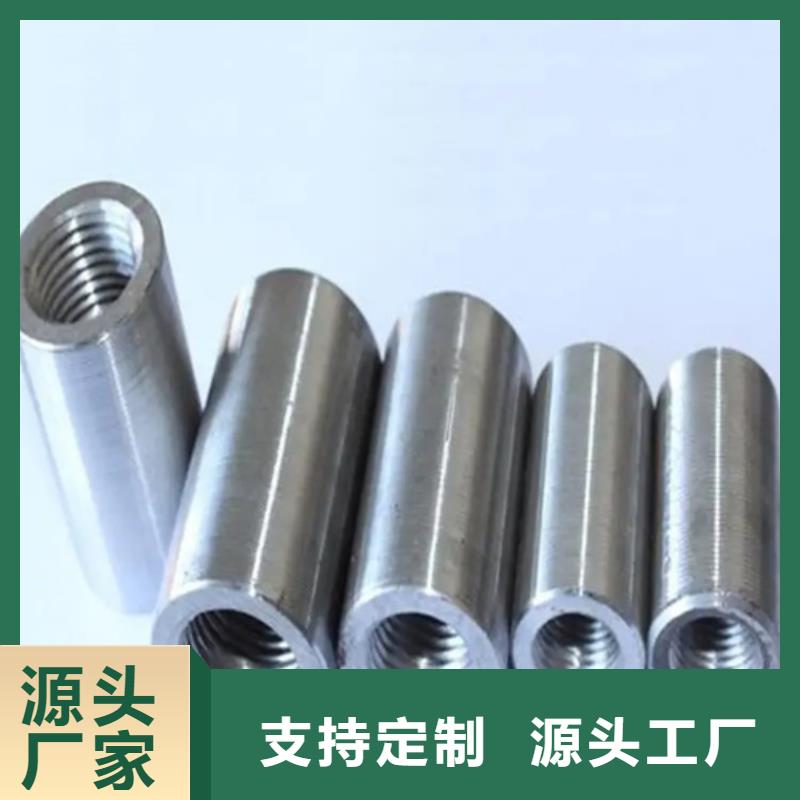
鋼筋直螺紋套筒連接是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產生塑性變形并形成螺紋,再用與其螺紋相應的內螺紋套筒將兩根鋼筋套筒連接到一起的機械連接方法。供貨時要同時提供相應接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應注意:①檢驗報告中要詳細記載接頭試件基本參數;②檢驗報告不得超過4年;③僅標準型接頭需要做型式檢驗報告;④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
 【圖】林芝16/24.2-14.7套筒廠家批發
【圖】林芝16/24.2-14.7套筒廠家批發
鋼筋套筒如何在低溫條件下灌漿施工?灌漿區域保溫攪拌機保溫:用纖維保溫氈包裹機身并封口;灌漿罐保溫:用纖維保溫氈包裹機身及頂蓋;注漿管路保溫:用纖維保溫氈將管路包裹,降低灌漿料在灌漿管路內散失熱量,保證灌漿入套筒溫度不低于5℃,延長灌漿料的工作時間;攪拌漿料的用水溫度:攪拌漿料的用水溫度控制在0℃~10℃之間,以保證灌漿料的溫度;機械灌漿采用可調機械壓力灌漿工藝,通過控制機械電機速度來控制灌漿過程漿體流速,控制依據為灌漿過程中本灌漿腔內已經封堵的灌漿孔或排漿孔的橡膠塞能耐住低壓灌漿壓力不脫落為宜,如果出現脫落則立即塞堵并調節壓力。灌漿腔保壓排漿孔漿體成柱狀逐一排出,采用橡皮塞逐一封堵,所有灌漿套筒的排漿孔均排出漿體并封堵后,調低灌漿設備的壓力,開始保壓,保壓30秒。


鋼筋套筒直螺紋套筒的連接方法直螺紋套筒的連接方法就是將待連接鋼筋端部的縱肋和橫肋用滾絲機采用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋,用特制的直螺紋套筒連接起來,形成鋼筋的連接。鋼筋剝肋滾壓直螺紋連接技術屬國內外首創技術發明,達到國際先進水平;剝肋滾壓直螺紋連接技術、便捷、快速的施工方法和節能降耗、提益、連接質量穩定可靠等優點得到了廣大施工單位和業主的青睞,是直螺紋連接技術的一種新型產品。

