

<臨沂>萬方金屬材料有限公司 臨沂30crmnsi合金鋼管廠家實(shí)力可靠
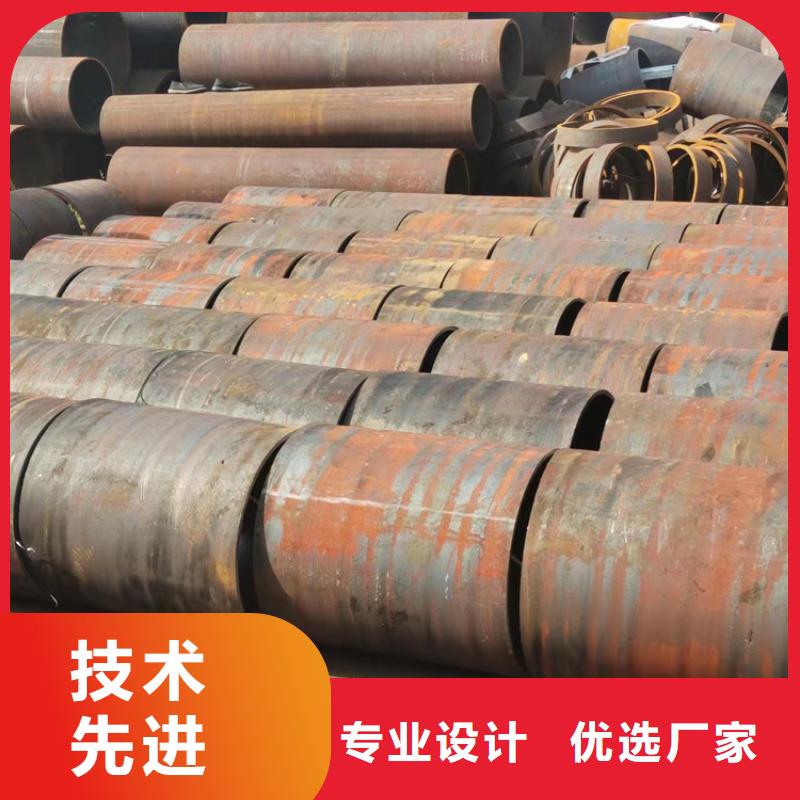
臨沂無縫鋼管廠家告訴你熱軋無縫管外徑一般大于32mm,壁厚為2.5-200mm,冷軋無縫管外徑可達(dá)6mm,壁厚可達(dá)0.25mm,薄壁管外徑小于5mm壁厚0.25mm,冷軋比熱軋尺寸精度高。一般來說,無縫鋼管是由20、45等優(yōu)質(zhì)碳素結(jié)構(gòu)鋼16mn、5mnv等低合金結(jié)構(gòu)鋼或40cr、30crmnsi、45mn2、40mnb等結(jié)合而成的熱軋或冷軋。由10、20等低碳鋼制成的無縫管道主要用于流體輸送管道。45、40cr等中碳鋼制成的無縫管道用于制造機(jī)械零件,如汽車、拖拉機(jī)的力零件。一般來說,光滑的鋼管要保證強(qiáng)度和扁試驗(yàn)。臨沂熱軋鋼管被引導(dǎo)到熱軋或熱處理狀態(tài)。冷軋以熱處理狀態(tài)交貨。熱軋,顧名思義,由于軋制的溫度高,變形阻力小,可以得到很大的變形量。以鋼板軋制為例,一般毛坯厚度在230毫米左右,經(jīng)過粗軋和精軋,終厚度為1~20毫米。
力可靠") wfjs
wfjs
臨沂冷軋無縫鋼管的生產(chǎn)流程一般要比熱軋要復(fù)雜,管坯首先要進(jìn)行三輥連軋,擠壓后要進(jìn)行定徑測試,如果表面沒有響應(yīng)裂紋后圓管要經(jīng)過割機(jī)進(jìn)行切割,切割成長度約一米的坯料。然后進(jìn)入退火流程,退火要用酸性液體進(jìn)行酸洗,酸洗時要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說明鋼管的質(zhì)量達(dá)不到相應(yīng)的標(biāo)準(zhǔn)。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,臨沂冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺臨沂熱軋無縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進(jìn)行交貨。熱軋無縫鋼管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn),貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉庫當(dāng)中。
力可靠")
力可靠") 82292
82292
臨沂熱軋無縫鋼管一般在自動軋管機(jī)組上生產(chǎn)。檢查并去除表面缺陷后,將實(shí)心管坯切割成所需長度,以管坯穿孔端端面為中心,然后送至加熱爐加熱,并在沖床上沖孔。在穿孔的同時,它不斷旋轉(zhuǎn)和前進(jìn)。在輥?zhàn)雍腿拥淖饔孟拢芘鲀?nèi)部逐漸形成空腔,稱為毛細(xì)管。然后送到自動軋管機(jī)進(jìn)一步軋制。然后整臺機(jī)器壁厚均衡,用定徑機(jī)定徑,達(dá)到規(guī)格要求。用連續(xù)軋管機(jī)生產(chǎn)熱軋無縫鋼管是一種先進(jìn)的方法。如果想獲得尺寸更小、質(zhì)量更好的無縫管,應(yīng)采用冷軋、冷拔或兩者結(jié)合。冷軋通常在二輥軋機(jī)上進(jìn)行,鋼管在由變截面圓孔槽和固定錐形塞組成的環(huán)形孔型中軋制。冷拔通常在0.5~100t的單鏈或雙鏈冷拔機(jī)上進(jìn)行。擠壓法是將加熱后的管坯放入密閉的擠壓筒中,使穿孔桿和擠壓桿一起運(yùn)動,使擠壓件從較小的模孔中擠壓出來。這種方法可以生產(chǎn)直徑較小的鋼管。由一整塊表面沒有接縫的金屬制成的鋼管稱為無縫管鋼管。按照生產(chǎn)方法,臨沂無縫管鋼管分為熱軋管、冷軋管、冷拉管、擠壓管、頂管等。根據(jù)截面形狀,無縫管鋼管可分為圓形和異形管,異形管有方形、橢圓形、三角形、六邊形、瓜子形、星形和翅片管形等多種復(fù)雜形狀。
