


不要錯過這部精心制作的螺旋管符合行業標準產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:螺旋管符合行業標準的圖文介紹
聚力群達金屬材料有限公司發展方向是:提高 甘肅臨夏光亮扁鋼產品質量,力創凱宸品牌;增加技術投入,完善系列 甘肅臨夏光亮扁鋼產品;加強售后服務,構筑銷售網絡。
竭誠歡迎各界同仁惠顧!


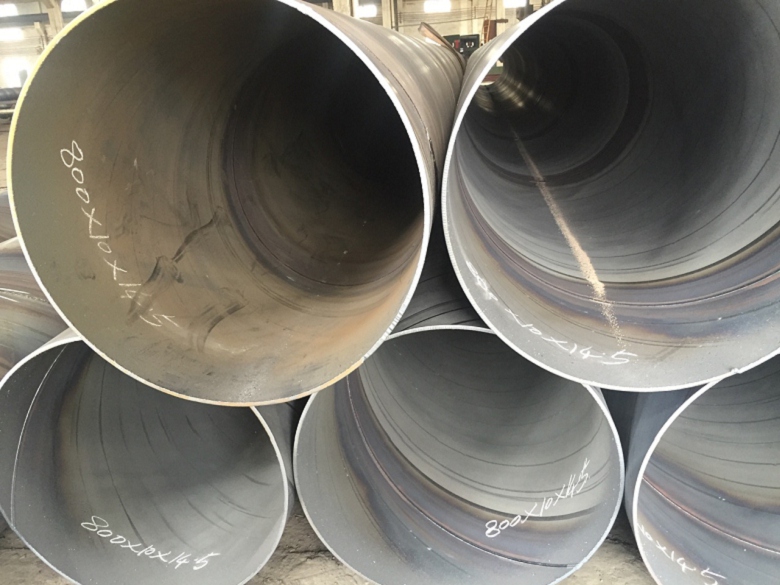
螺旋管的常溫和高溫強度以及可塑性和韌性有很高的要求
對螺旋鋼管的常溫和高溫強度以及可塑性和韌性有很高的要求。 大直徑螺旋鋼管主要由熱控制單元生產。 為了滿足機械性能要求,通常采用熱軋后的離線正火工藝。 路線。 為了充分利用熱膨脹工藝的優點,提高生產效率,減少螺旋鋼管的生產工藝,縮短生產周期,節約能源。
為了防止螺旋鋼管生銹,首先要確保其表面和環境清潔,否則容易被腐蝕和發生化學反應。 除垢時,我們還可以使用酸洗除銹。 通常,許多工人使用化學和電解方法去除鐵銹。 但是,如果使用化學反應除銹,則工人應在清潔前穿戴防護裝備,以保護、甘肅臨夏身體免受化學元素的侵害。 但是,許多地方不支持使用化學酸來清潔螺旋管,因為盡管化學酸洗具有良好的除銹效果,但化學酸會影響環境,甚至影響土壤質量。



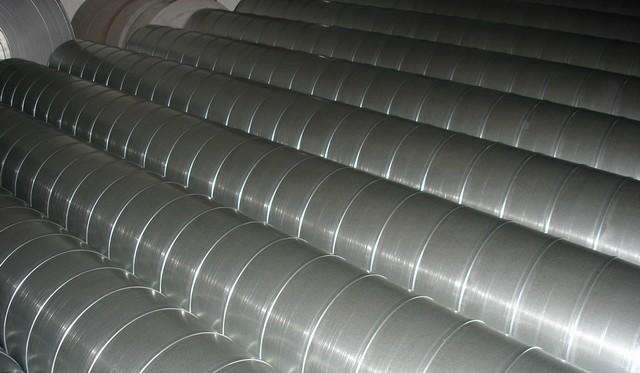
螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。



