

甘肅省臨夏45號珩磨管 <臨夏>九冶管業有限公司
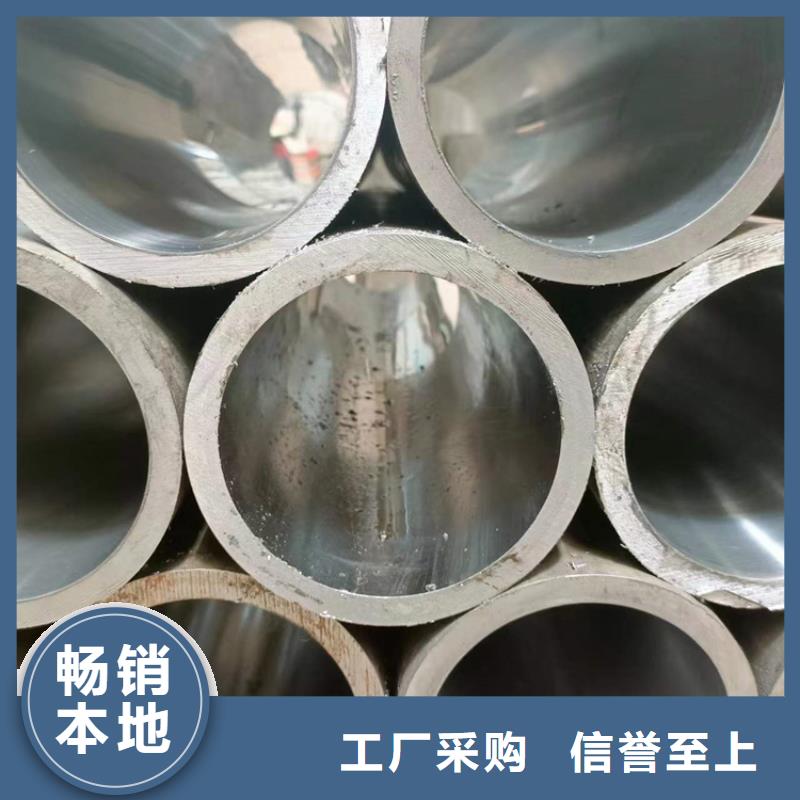
厚壁珩磨管制造品質規定留意的要點1、規格精密度和外觀設計厚壁絎磨管的幾何圖形規格主要包含無縫鋼管的直徑、壁厚、橢圓形度、長短、彎折度、管內孔切傾斜度、焊縫視角和鈍邊,異性朋友無縫鋼管的截面規格等。2、工藝性能規范中要求了厚壁珩磨管的“表面光潔”的規定。3、淬火?淬火在全部的冷拔管制造中是十分關鍵的工藝流程,淬火品質的優劣既危害無縫鋼管的特性也危害氧化鐵皮的。普遍的缺點有:裂痕、發紋、內折、外折、軋破、內直道、外直道、離層、結痂、凹痕、凸包、麻坑(表面)、劃傷(擦破)、內螺旋式道、外螺旋式道、青線、矯凹、輥印等。在其中裂痕、內折、外折、軋破、離層、結痂、凹痕、凸包校線風險缺點;無縫鋼管的表面、青線、擦破、輕度的內外直道、輕度的內外螺旋式、矯凹、輥印為一般性缺點。3、物理學特性包含常溫狀態的物理性能和一定溫度下的物理性能(熱強特性和超低溫特性)和耐腐蝕特性(如空氣氧化、抗水蝕、抗強酸強堿等特性)一般狀況下在于鋼的成分、機構特性和鋼的純度及其鋼的熱處理方法等。

絎磨管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。
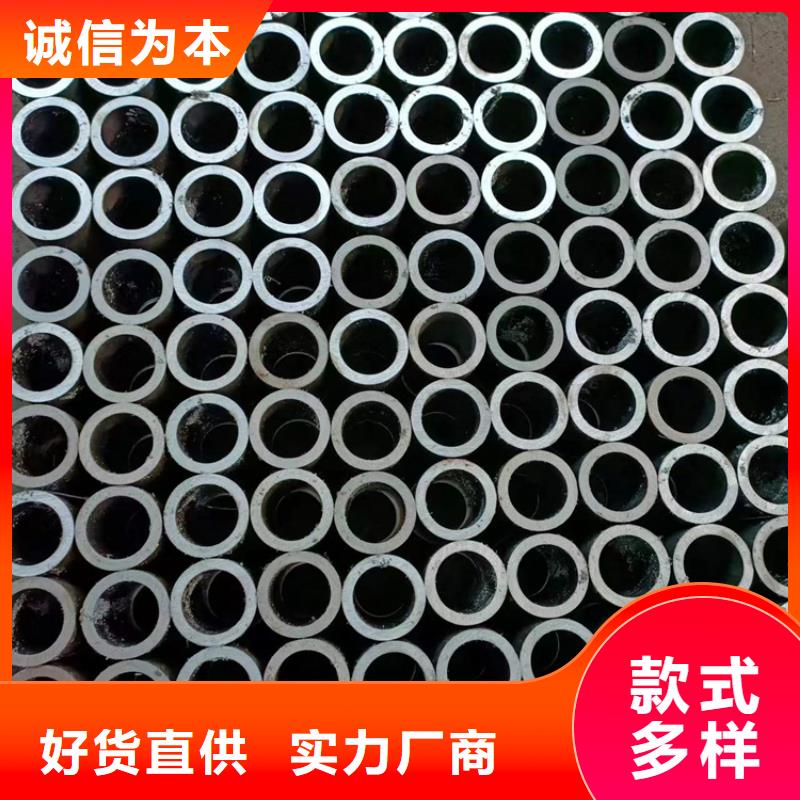
<臨夏>九冶管業有限公司 甘肅省臨夏45號珩磨管 <臨夏>九冶管業有限公司一般高壓合金管用普通碳素鋼、優質碳素鋼、普通低合金鋼和合金結構鋼制造,用于制作輸送液體管道或制作結構、零件用。高精密珩磨管按外徑和壁厚度供貨,在同一外徑下有多種壁厚,高精密珩磨管承受的壓力范圍較大。通常鋼管長度,熱軋管為3-12.5m,冷拔(軋)管為1.5-9m。在使用之前必須先檢查是否有異狀,如外觀變形,接頭是否有壓緊,而雙頭彈簧(橡膠套)必須套進接頭處,是保護接頭處與高精密珩磨管的脆弱處也可避免收管時成90度或180度的折損,而產生使用時容易爆管或漏劑之情形。在 次使用時一定要先試水壓,檢查是否有異狀,如大肚子,爆管,漏劑,以上這些如果沒發生就表示一切正常,如果有異常現象,這根高精密絎磨管不能使用,并嚴禁使用應該退回銷售商或售貨公司。
