


無縫鋼管力學(xué)性能指標(biāo)
編
鋼材力學(xué)性能是保證鋼材終使用性能(機(jī)械性能)的重要指標(biāo),它取決于鋼的化學(xué)成分和熱處理制度。在鋼管標(biāo)準(zhǔn)中,根據(jù)不同的使用要求,規(guī)定了拉伸性能(抗拉強(qiáng)度、屈服強(qiáng)度或屈服點(diǎn)、伸長率)以及硬度、韌性指標(biāo),還有用戶要求的高、低溫性能等。
①抗拉強(qiáng)度(σb)<
試樣在拉伸過程中,在拉斷時所承受的 力(Fb),除以試樣原橫截面積(So)所得的應(yīng)力(σ),稱為抗拉強(qiáng)度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的 能力。<>
②屈服點(diǎn)(σs)
具有屈服現(xiàn)象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續(xù)伸長時的應(yīng)力,稱屈服點(diǎn)。若力發(fā)生下降時,則應(yīng)區(qū)分上、下屈服點(diǎn)。屈服點(diǎn)的單位為N/mm2(MPa)。<上屈服點(diǎn)(σsu):試樣發(fā)生屈服而力首次下降前的 應(yīng)力; 下屈服點(diǎn)(σsl):當(dāng)不計初始瞬時效應(yīng)時,屈服階段中的小應(yīng)力。
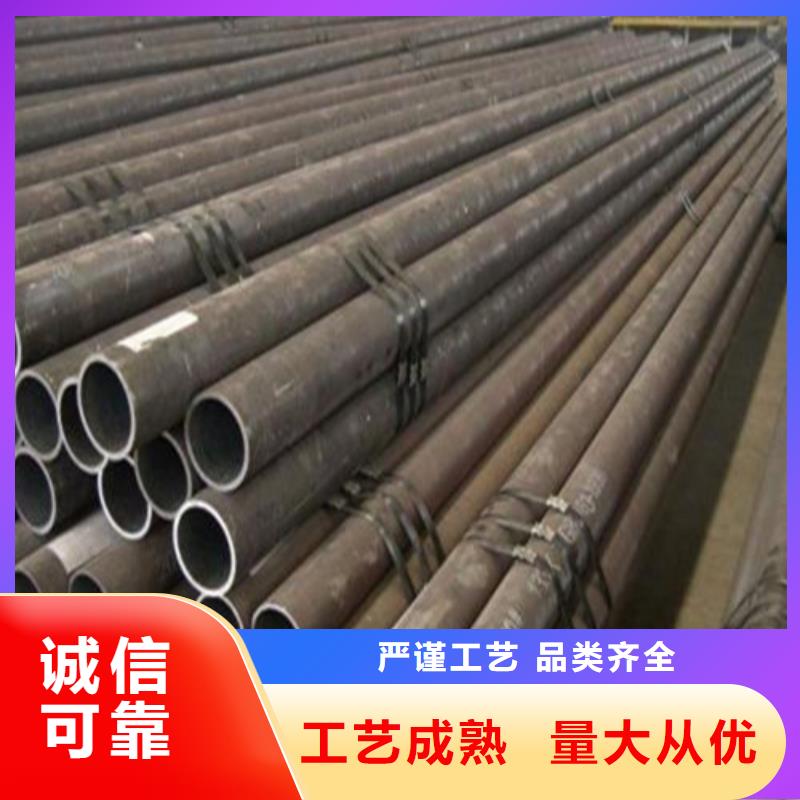
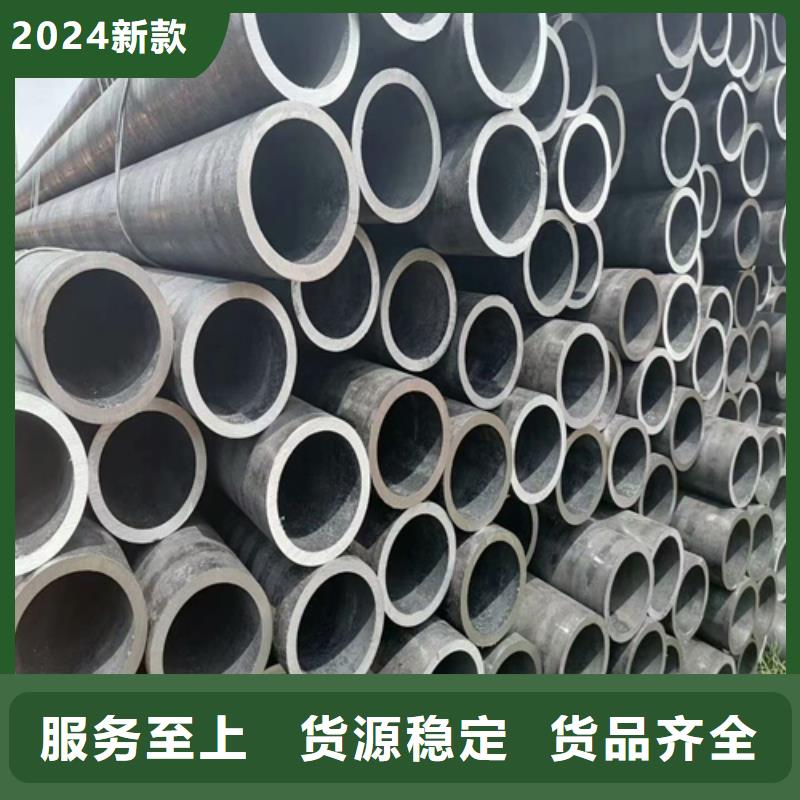
首先我們可以,看一看管道各方面規(guī)格。比如說無縫鋼管,表面并沒有任何缺陷,而劣質(zhì)無縫鋼管,就無法達(dá)到這個標(biāo)準(zhǔn)。因為這樣鋼管,在生產(chǎn)過程中,軋制工藝參數(shù),并不是那么正確,模具表面也不是足夠光滑。
這樣制作來鋼管,抗扭強(qiáng)度就會比較弱,只要這樣管道,經(jīng)過一些復(fù)雜加工,那么就會現(xiàn)一些壞形變。但是無縫鋼管不同,這種管道制作,需要經(jīng)過很多次軋制。這使得管道,自身性能,變得更加穩(wěn)定。有了足夠抗扭強(qiáng)度之后,可以讓無縫鋼管,承受更加復(fù)雜加工。
根據(jù)韓聯(lián)社5月14日新,韓國產(chǎn)業(yè)通商資源部14日在韓國召開韓國官民鋼鐵協(xié)議會。鋼鐵協(xié)議會議上雙方就東北亞地區(qū)鋼鐵市場現(xiàn)狀、東南亞鋼鐵市場展望及戰(zhàn)略、促進(jìn)中FTA等問題深入討論。雙方都認(rèn)為,由于汽車、造船等主要鋼鐵需求產(chǎn)業(yè)不振,東北亞地區(qū)面臨鋼鐵過剩問題逐漸深化。
比如說管道,容易生銹問題。普通鋼管,之所以很容易生銹,那完全是因為,管道自身抗氧化處理,并不是那么足夠。只能夠通過,平時維護(hù)工作,來減緩管道生銹時間。但這種方法,所收到效益很小,并不能夠根本性,解決管道生銹問題。

中國現(xiàn)行無縫鋼管標(biāo)準(zhǔn):
1.現(xiàn)行無縫鋼管標(biāo)準(zhǔn):共有47項 其中:GB 25 項 HB 3 項 特殊用途19項;基礎(chǔ) 2項 產(chǎn)品 45項
2.常用標(biāo)準(zhǔn):① GB/T 2102-2006 鋼管的驗收、包裝、標(biāo)志和質(zhì)量證明書。
② GB/T 17395-2008 無縫鋼管尺寸、外形、重量及允許偏差。
③ GB 5310-2008 高壓鍋爐用無縫鋼管。
④ GB 9948-2013 石油裂化用無縫鋼管。GB/T8162-1999(結(jié)構(gòu)用無縫鋼管)。主要用于一般結(jié)構(gòu)和機(jī)械結(jié)構(gòu)。其代表材質(zhì)(牌號):碳素鋼20、45號鋼;合金鋼Q345、20Cr、40Cr、20CrMo、30-35CrMo、42CrMo等。GB/T8163-1999(輸送流體用無縫鋼管)。主要用于工程及大型設(shè)備上輸送流體管道。代表材質(zhì)(牌號)為20、Q345等。GB3087-1999(低中壓鍋爐用無縫鋼管)。主要用于工業(yè)鍋爐及生活鍋爐輸送低中壓流體的管道。代表材質(zhì)為10、20號鋼。
熱軋無縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進(jìn)行交貨。熱軋無縫鋼管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實驗,熱軋?zhí)幚砗笠M(jìn)行穿孔的實驗,如果穿孔擴(kuò)徑過大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實驗, 貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉庫當(dāng)中 厚壁無縫鋼管工藝流程衛(wèi)生級鏡面管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗—酸洗鈍化——檢驗——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗—標(biāo)識——成品包裝厚壁工業(yè)管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔—酸洗——修蘑——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗