





產品特點:
1.切削速度液壓控制,無極調速。
2.導向塊結構科學合理,延長鋸條的使用壽命。
3.雙立柱結構,操作平穩。
4.鋸切穩定,精度高。
5.工件夾緊采用手動夾緊,操作方便。
6.可定制三向液壓加緊裝置。
一側(多是外側)受到損傷。1.鋸床原因:由于液壓系統出現泄漏、調速閥失控等原因造成鋸架不能夠平穩下降,出現鋸帶抖動切削,造成了鋸斜。再有,如果鋸床兩個導向臂間距過大、鋸帶張力不夠、導向塊有磨損及鋸帶夾裝不好,都會直接影響到鋸切質量,進而延伸出現鋸斜。2.操作原因:我們重點講一下因操作不良導致的鋸斜。因操作造成鋸斜的比例約占90%以上,典型的表現是:安裝上新的鋸帶,不做任何檢查、調整,更不進行新帶的初期磨合,便使用了高速切削。由于切削進給量比較大,鋸齒處在極限的切削狀態,在這種情況下,由于新鋸帶齒刃十分。
為什么使用金屬帶鋸床要對帶鋸條進行磨合。鋸床切削液的應用與作用、鋸床切削液的作用: 在帶鋸條鋸切過程中,切削液不僅能帶走很多的切削熱,下降鋸切區溫度,而且起到光滑,削減齒尖與資料的磨擦,下降切削力,進步鋸條耐用度和生產率。切削液一般具有冷卻、光滑、清洗避免發生切屑及進步防銹功用。、切削液的經濟效益及份額要求: 在帶鋸床鋸切過程中不必切削液,或切削液品種挑選不妥,配比失調,都將導致雙金屬帶鋸條鋸條齒部過早磨損,嚴峻的將引起機床零件的發熱而縮短運用壽命,然后進步生產成本,下降生產率。切削液的份額是依據資料的機械性能、化學成分,鋸齒資料而確定的。引薦份額為:易切鋼為%,度鋼為%,其他資料為%。切削液的運用要注意以下幾點:)為避免切削液因化學改變,下降功用,運用機床切削液的容器:管路、水泵,要用金屬清洗劑完全清洗,并用自來水沖刷,再用潔凈棉紗抹潔凈。(不能用洗衣粉、皂水清洗)。)直接用自來水和清潔水配制,不必加熱和其它處理。)定時查看切削液是否發霉、發臭、鏟除雜物、鐵屑,必要時替換切削液。
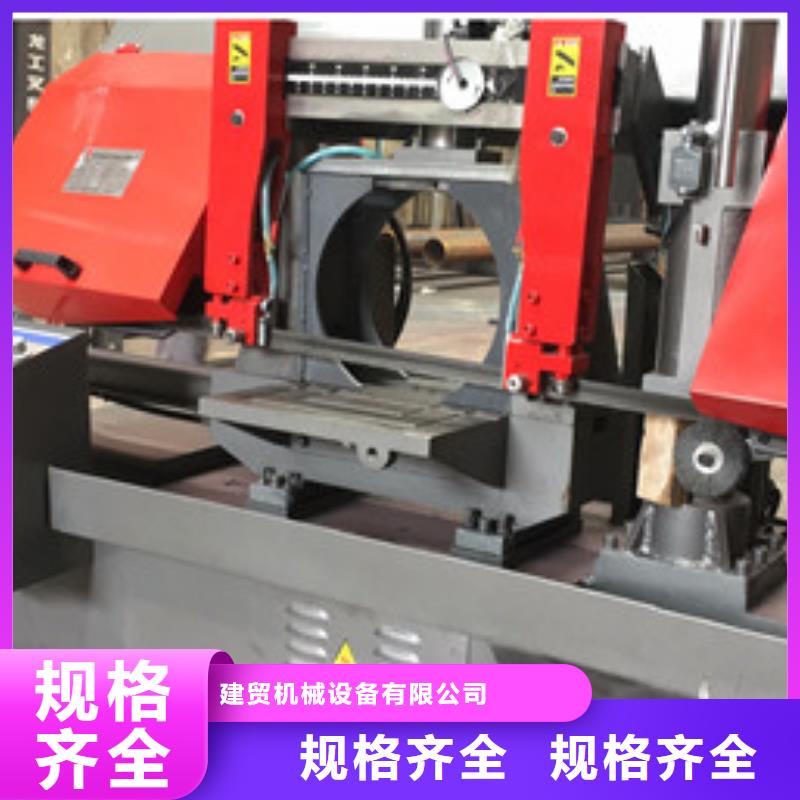
右側為冷卻切削液箱及水泵床身為鑄鐵件,固定在底座上,立柱由一大小圓柱組成,大圓立柱作為鋸架動的導軌,是用以支撐鋸梁上下升降運動,并保證的導向,小圓柱起輔助作用,從而保證鋸條的正常切削。中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品件的工作臺,左側的裝置為絲桿穿過液壓油缸桿內孔,轉動手輪或按動按鈕,使左鉗口左右運動。2:適用:主要應用于機械,鍛造,加工等的下料。
1、全自動數控臥式帶鋸床是公司開發的新型光機電一體化設備,產品集國內外同類產品之精華,科技含量高,具有高自動化程度、高鋸切精度和率等顯著特點,是大批量下料的理想設備。
2、本產品大量應用先進成熟的數控技術,以可編程的PLC控制器替代常規電器控制,大大提高鋸床的工作可靠性;以數字光柵尺為核心的送料控制系統,實現了送料的高精度;具有人機對話功能的“人機界面”操作面板可實現檔案管理,多組程序預設,使操作更加智能化,機械操作極為簡便且效率卓越;產品尚屬國內首創,產品各項技術指標處于國內領先并達到國際同類產品先進水平。<臨夏>建貿機械設備有限公司

確認電源連接完好后,打開主動輪罩,按鋸床起動按鈕,檢查帶鋸輪轉向是否正確。鋸床鋸切前應根據材料的直徑及材質選擇合適齒節的鋸條,對照面板的參數表調整鋸條的線速度及進給速度,并調整鋼絲刷輪盒,使鋼絲刷輪接觸至帶鋸條2/3齒高處。新鋸條首次使用時必須進行磨合切削,須將鋸條的線速度及進給速度降至正常切削狀態參數時的一半,且至少鋸切5個直徑為200mm或相當切削面積的完整切片。鋸床發現振動或異常響聲時,應立即停機檢查,
帶鋸床鋸下的鋸屑可以看出鋸切壓力和條件是否正確:
1、很細或粉末狀的鋸屑表示應增加進給速率或降低鋸帶速度 ;
2、厚、重或藍色的鋸屑表示鋸條過載應減少進給速率或提高鋸帶速度 松散盤卷的鋸屑表示理想的鋸切狀態。
切割時工件*,*帶鋸床,用以切割板料和成形零件的曲線輪廓,還可以將鋸帶換成銼鏈或砂帶,帶鋸床,實施修銼或打磨。鋸床遵照機械分類別:基本分成三種類型圓鋸床、帶鋸床、弓鋸床,帶鋸床廠家,這三種不類型的鋸床基本加工不同類型的產品,除此另外這三大類的產品也著自己再更加嚴密的分類別。
尤其是高端帶鋸床產品中,自動化技術與產品幾乎作用于從控制機構、執行機構到測量與反饋機構的基本上每個部分,而目前那些應用于帶鋸床及帶鋸床研發生產線的各種自動化產品,幾乎都在發生著推陳出新產的變革。作為中高端帶鋸床的控制中心,數控系統包含了運動控制、智能技術、自診斷等各方面的技術。多軸多系統的數控裝置已紛紛被打造出來并投入應用;伺服系統的控制方式,也逐漸由常規號型向總線型過渡;伺服驅動器和電機也一樣向數字化、交流化和智能化的方向長期發展。
