
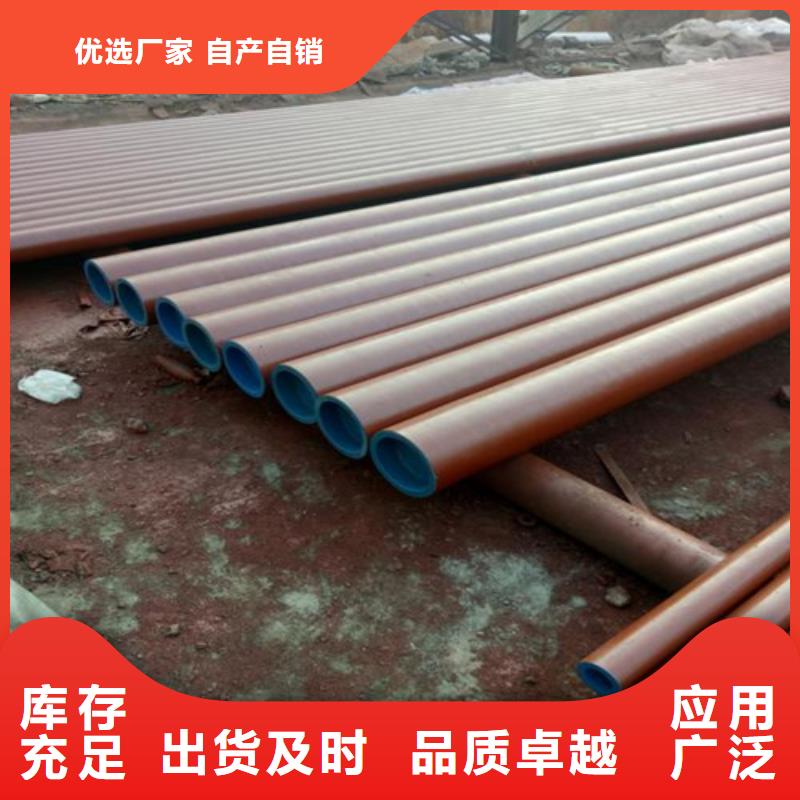
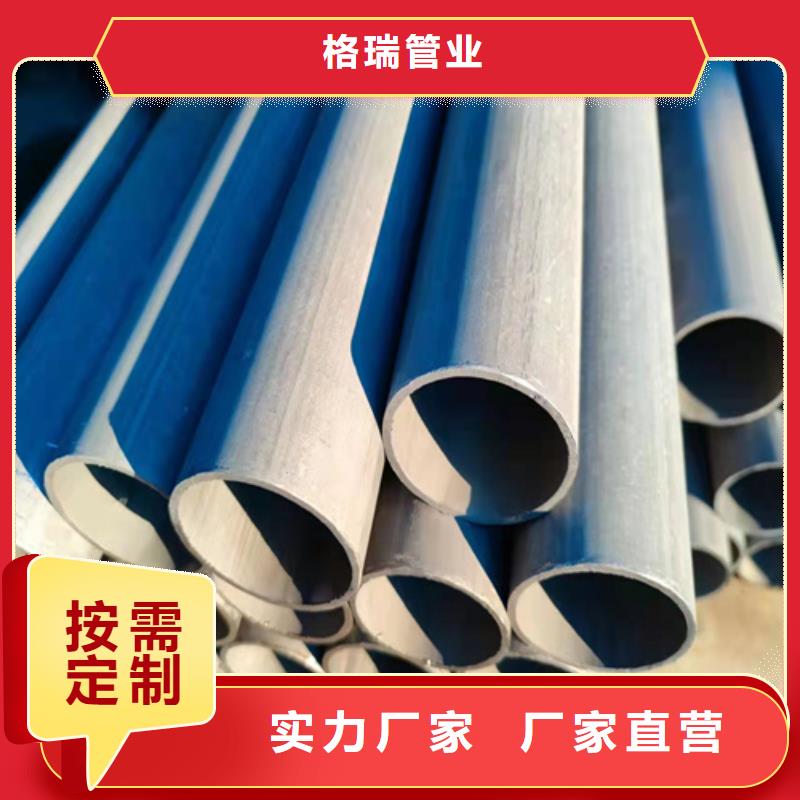









酸洗鈍化無縫鋼管鈍化的用途由于鋅的電位比鐵低當(dāng)鍍鋅的無縫鋼管受到腐蝕介質(zhì)浸蝕時鋅首先腐蝕而保護了鐵。特別是鍍鋅層經(jīng)過鉻酸鈍化處理生成一層光亮而美麗的鈍化膜后不僅顯著提高了鍍鋅層的防護性能而且提高了鍍鋅零件的外觀裝飾性。因此鍍鋅層廣泛地應(yīng)用于機械工業(yè),電子工業(yè),儀表工業(yè)和輕工業(yè)等許多領(lǐng)域中。鋅鍍層在大氣條件下對無縫鋼管為陽極性鍍層,經(jīng)彩色鈍化后,明顯地提高了鍍層的保護性能并改善了外觀。主要用于防止無縫鋼管的腐蝕,其鍍層價格低廉。
山東聊城格瑞管業(yè)有限公司收集運行中產(chǎn)生了的廢水和電鍍?nèi)芤海渭雍托孤嵯粹g化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業(yè)有限公司所有廢水和電鍍?nèi)芤号欧诺綇U水池的集中處。酸洗鈍化無縫鋼管廢水的處理工藝鋼結(jié)構(gòu)在大氣腐蝕環(huán)境中的應(yīng)用是基于當(dāng)前的些許技術(shù)閃光點,尤其是在鋼結(jié)構(gòu)的處理方面。為了充分發(fā)揮鋼結(jié)構(gòu)的三百六十度特性,酸洗廢水的處理應(yīng)以酸洗廢水技術(shù)的綜合應(yīng)用為基礎(chǔ)。通過某些腐蝕性物質(zhì)和腐蝕性氣體,從技術(shù)上進而促進對酸洗鈍化無縫鋼管污水解決措施的無死角管理。
無縫鋼管熱處理時油的閃點是指油表面的蒸氣和空氣自然混合時,與火相接觸而出現(xiàn)火苗的溫度,它的溫度的高低,對淬火零件的性有一定的影響。酸洗鈍化無縫鋼管常見的礦物油的閃點為:10號機械油為165℃,20號機械油為170℃,30號機械油為180℃,40號機械油為190℃,過熱汽缸油hg- 52、62分別為300℃、315℃,合成汽缸油hg-65h、72h分別為325℃、340℃。一般而言,汽缸主要用于回火用油。無縫鋼管在加工處理的時候要進行熱處理技術(shù),這項熱處理技術(shù)一般的溫度要達到上百度,有的還可能達到上千度,這就要高性能的加工技術(shù)進行處理。酸洗鈍化無縫鋼管等模具鋼材,一般在熱處理過程中的淬火用油,多采用礦物油,如:10號、20號、30號等機械油,針對不同的模具零件,個別熱處理企業(yè)使用0號柴油、7號機械油等。油的序號越高,黏度越大,閃點就越高。一般閃點在150~300℃之間。
酸洗鈍化無縫鋼管化處置的慣例工藝進程為確保酸洗鈍化質(zhì)量,酸洗鈍化無縫鋼管起首需思索采用酸洗鈍化液浸泡的方法,在不方便于采用液體浸泡的狀況下,才思索用涂刷酸洗鈍化膏的方法,但不宜運用涂刷酸洗鈍化液的方法。當(dāng)采用酸洗鈍化液浸泡的方法時,需按期對浸泡液進行測試和化驗鋼管酸洗鈍化的慣例工藝進程如下:→酸洗→沖洗→鈍化(池洗)→預(yù)處置→→酸洗鈍化(二合一)液(池洗)→沖刷→后處置→酸洗鈍化(二合一)膏(池洗)→5.1預(yù)處置5.1.1去除焊縫及母材外表的飛濺、焊藥、塵土等。5.1.2去除油污,需要時可采用堿洗或洗濯液清洗,洗后需用清水將外表沖刷于凈。5.2酸洗(池洗)及沖刷酸洗時應(yīng)嚴(yán)厲節(jié)制酸洗溫度和工夫,溫度低則工夫長,溫度高則工夫短。避免達不到酸洗結(jié)果或過份酸洗而惹起基體侵蝕的景象,需要時還可在酸洗液中添加侵蝕劑。對被酸洗產(chǎn)物上的碳鋼件能拆開的需拆開失落,如不克不及拆開的需采用涂防護油漆或封橡膠泥的辦法。酸洗后必然要用清水徹底沖刷,使之外表不留存殘液,以利爾后的鈍化處置。廠家品質(zhì)我廠保證低價格,優(yōu)的產(chǎn)品質(zhì)量。