


外鍍鋅農(nóng)業(yè)灌溉項目")
外鍍鋅農(nóng)業(yè)灌溉項目")
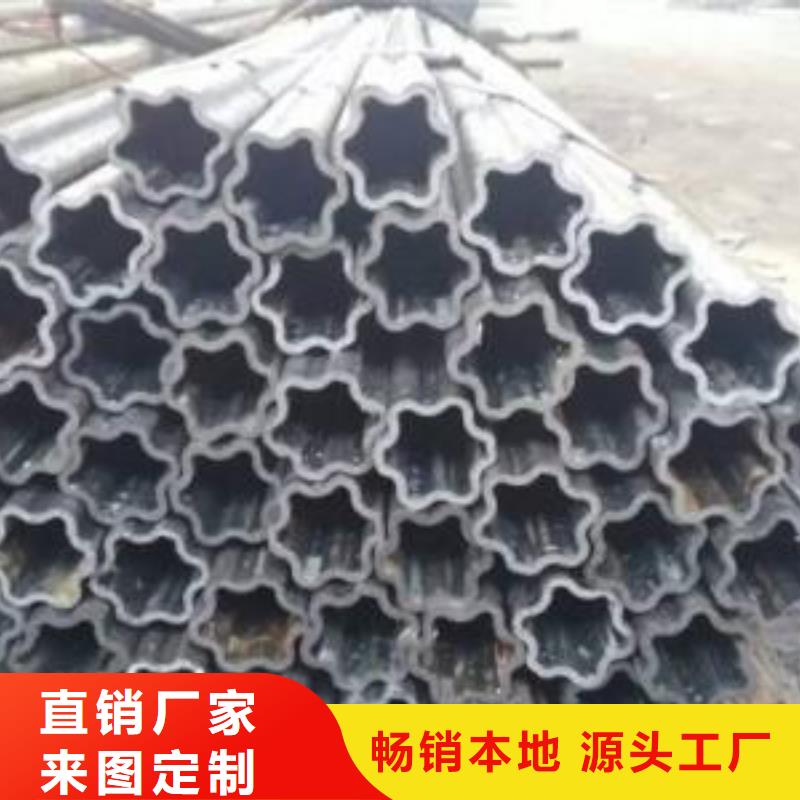
臨汾無縫鋼管壁厚不均主要體現(xiàn)為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現(xiàn)象。無縫管連軋工藝調(diào)整的影響是導(dǎo)致成品管壁厚不均的重要因素。 具體為:1、無縫鋼管螺旋狀壁厚不均 成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調(diào)整原因造成的無縫鋼管壁厚不均,一般沿鋼管的全長呈螺旋狀分布。在軋制過程中定心輥打開過早、定心輥調(diào)整不當以及頂桿抖動等造成的壁厚不均,一般沿鋼管全長呈螺旋狀分布。
措施:調(diào)整穿孔機軋制中心線,使兩軋輥的傾角相等,按軋制表給定參數(shù)調(diào)整軋管機。針對第二種情況,根據(jù)毛管出口速度調(diào)整定心輥打開時間,軋制過程中定心輥不要打開過早,以防止頂桿抖動,造成無縫鋼管壁厚不均。定心輥開口度需要根 據(jù)毛管直徑的變化作適當調(diào)整,并考慮毛管跳動量的大小。2、無縫鋼管直線狀壁厚不均 成因:芯棒預(yù)穿鞍座高度調(diào)整不合適,芯棒預(yù)穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成無縫鋼管壁厚不均甚至拉凹缺陷。連軋軋輥間隙過小或過大。軋管機中心線偏差。單、雙機架壓下量不均,會造成鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。臼斷裂,內(nèi)外輥縫差大,會造成鋼管直線型非對稱偏差。連軋調(diào)整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。
措施:調(diào)整好芯棒預(yù)穿鞍座的高度、保證芯棒與毛管對中。更換孔型及軋制規(guī)格時應(yīng)測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。用光學(xué)對中裝置調(diào)整軋制中心線,年度大修時必須校正軋管機中心線。及時更換臼斷裂的機架,實施測量連軋輥內(nèi)、外輥縫,出現(xiàn)問題并及時更換。連軋時,要避免拉鋼、堆鋼。
無縫鋼管頭、尾部壁厚不均 成因:管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成鋼管頭部壁厚不均。穿孔時延伸系數(shù)太大、軋輥轉(zhuǎn)速太高、軋制不穩(wěn)定。穿孔機拋鋼不穩(wěn)定易造成毛管尾部壁厚不均。
措施檢查管坯質(zhì)量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應(yīng)校正定心孔。采用較低的穿孔速度,以確保軋制的穩(wěn)定性和毛管壁厚的均勻度。當軋輥轉(zhuǎn)速調(diào)整后,匹配的導(dǎo)盤也做相應(yīng)調(diào)整。關(guān)注導(dǎo)盤使用狀態(tài)并加大對導(dǎo)盤螺栓的檢查力度,降低導(dǎo)盤在軋鋼時的竄動幅度,保證拋鋼穩(wěn)定。
外鍍鋅農(nóng)業(yè)灌溉項目")
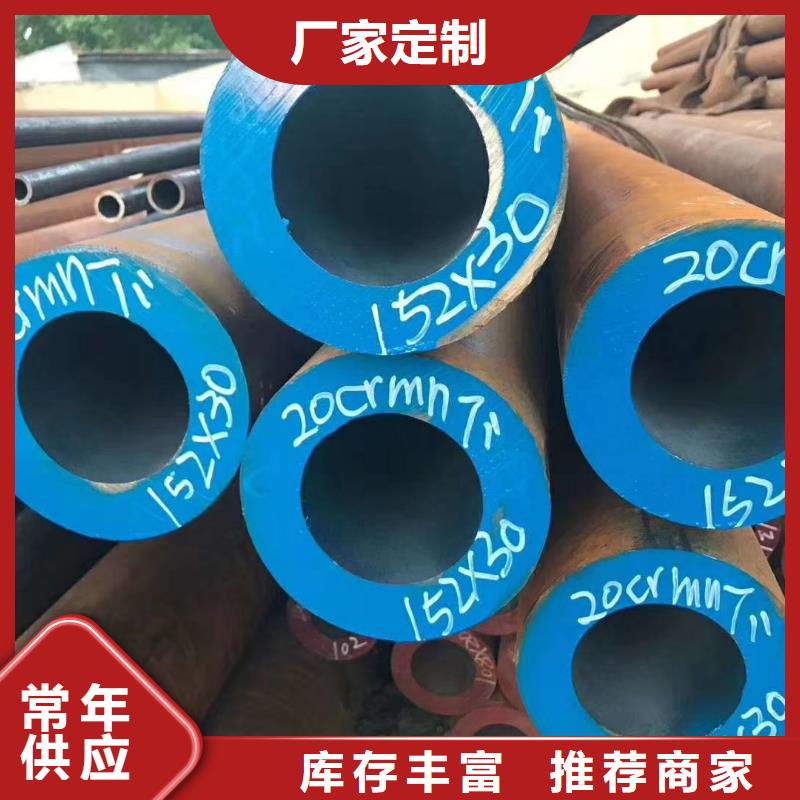
臨汾無縫鋼管的原材料種類繁多,特性各不相同,所以無論是黑色金屬復(fù)合材料和有色金屬復(fù)合材料的原材料,還是后面要討論的非金屬材料自然都是不同的。臨汾無縫鋼管產(chǎn)品在選擇原材料時,會因應(yīng)用場所不同而不同,各種原材料因結(jié)構(gòu)不同而有其相應(yīng)的適用范圍,那么如何使原材料的應(yīng)用適合 材料因此,它是選擇原材料的一個很大的標準。明確指出選擇原材料的幾個重要考慮因素,并給出各種措施的具體例子。 原材料的種類和規(guī)格必須符合應(yīng)用的要求。
選擇臨汾無縫鋼管的原材料常見的考慮是要達到設(shè)備的特性和要求,如抗拉強度、可鉆性、耐腐蝕性等。許多原材料似乎都能夠滿足 使用要求,但如果選用有正字標記或符合我國標準規(guī)格的原材料,由于其元器件和工業(yè)設(shè)備特性都經(jīng)過測試,有一定的保證,所以質(zhì)量會更有保障。原材料的價格要合理,價格是選材的另一個重要因素。因為如果的原材料價格昂貴,商品成本肯定會增加,市場競爭力就會降低。
因此,如果原材料不是 的選擇,那么價格優(yōu)惠的同檔次原材料或替代開發(fā)產(chǎn)品是一個很好的解決方案。臨汾無縫鋼管原材料的產(chǎn)品質(zhì)量應(yīng)該是一致的。臨汾無縫鋼管產(chǎn)品如果是單一的,可以不充分考慮一致性的難度,但如果屬于多個生產(chǎn)加工對象,原料供應(yīng)要盡量穩(wěn)定,質(zhì)量一定要 一定要確定,否則會因產(chǎn)品質(zhì)量差而退貨。 或者補償,金錢和信用的傷害很可能是無法彌補的,所以在選擇原材料供應(yīng)之初,原材料質(zhì)量的一致性和來源的性也是重要的考慮因素。
外鍍鋅農(nóng)業(yè)灌溉項目")
臨汾無縫鋼管這種材質(zhì)生產(chǎn)中較易出現(xiàn)裂紋、重皮、夾渣三種質(zhì)量問題。所以為避免出新裂紋產(chǎn)生與離心澆注過程產(chǎn)生,澆注制度不合理產(chǎn)生;重皮與澆注溫度、澆注轉(zhuǎn)速有關(guān);夾渣與金屬化學(xué)元素含量、扒渣處理有關(guān),就必須有效地控制他們的發(fā)生。
無縫鋼管廠家的和控制措施是:減少鐵液在高溫的停留時間,加強孕育特別是隨流孕育效果。慢慢的被融入進去,隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,所以就必須保證質(zhì)量,控制管模內(nèi)表面用量為20-30g/m2。控制好水冷金屬型離心機冶煉技術(shù)工藝設(shè)計參數(shù)。離心機要防止流槽振動造成鋼坯濺出現(xiàn)象,承口砂芯要安放合適,避免產(chǎn)生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應(yīng)控制在0.8-1.2%為宜。離心機機殼內(nèi)采用均勻布置圓弧形噴淋冷卻管,且分段設(shè)置,并避免各段的冷卻水相互影響。
無縫鋼管用酸液去除鋼鐵表面的氧化物和鐵銹的方法叫做酸洗。酸洗用酸有硫酸、鹽酸、磷酸、硝酸和混合酸等。
酸洗過程就是為了去除表面氧化皮,后經(jīng)過潤滑處理(碳素鋼-磷皂化,不銹鋼-牛油石灰,銅鋁管-涂油),用老工藝-鍍銅),再進行拔制深加工。無縫管如果不酸洗、表面之間可能有一些氧化物和油污,磷化液核能技術(shù)無法將它們可以除去,磷化產(chǎn)品質(zhì)量會降低。而且鋼管在制造過程中,經(jīng)過多道工序后,如果稍微不注意,都會在鋼管表面留下傷痕,使零部件抗腐蝕性能減小,直接影響使用壽命。為提高鋼管抗腐蝕能力,延長產(chǎn)品使用壽命,因此對鋼管必須進行酸洗、鈍化表面處理,使表面形成一層保護膜。外鍍鋅農(nóng)業(yè)灌溉項目")
臨汾無縫鋼管的優(yōu)勢是耐壓高,耐性好,管段長而接口少。有不少的用戶,在挑選管道的時分,都會參閱一下,管道本身的抗扭強度。由于這關(guān)系著,管道是否能夠,進行后續(xù)加工的問題。因此在曩昔,有許多職業(yè),在運用一般鋼管的時分。
為了添加管道的抗扭強度,都會挑選購買,一些大類型的管道。由于一般的鋼管,只要添加了,內(nèi)部鋼材的比列,才能夠添加抗扭強度。但這樣挑選之后,又會帶來一些問題。一個問題,那就是購買了,一些更大類型的鋼管,這肯定會添加,自己在管道方面的投入。
那就是在購買了,更大類型的鋼管之后。這樣的管道,與自己需求的管道比較,肯定會愈加的重,關(guān)于回火保溫時刻,視硬度要求和工件巨細而定,咱們以為,回火后的硬度取決于回火溫度,與回火時刻關(guān)系不大,但有必要回透,一般工件回火保溫時刻總在一小時以上。
臨汾無縫鋼管的調(diào)質(zhì)處理Cr能添加鋼的淬透性,進步鋼的強度和回火穩(wěn)定性,具有優(yōu)xiu的機械性能。截面尺du大或重要的調(diào)質(zhì)工件,應(yīng)選用Cr鋼。但Cr鋼有di二類回火脆性。40Cr工件調(diào)質(zhì)的淬回火,各種參數(shù)工藝卡片都有規(guī)則,咱們在實際操作中體會是:40Cr工件淬火后應(yīng)選用油冷,40Cr鋼的淬透性較好。
外鍍鋅農(nóng)業(yè)灌溉項目")