









NBC270-2氣體保護焊機
1.功能先進
引進吸收歐洲先進技術,電路簡潔。
2.保護完善
具有過濾、過熱保護,經過嚴格的三防處理,工作可靠。
3.性能優異
生產效率高,熔敷速度快,比焊條手工焊高1至3倍;焊機成本降低,只有焊條手工的40%至50%;焊后不清渣,又因是明弧,便于監視和控制,有利于實現焊接過程的機械化和自動化。
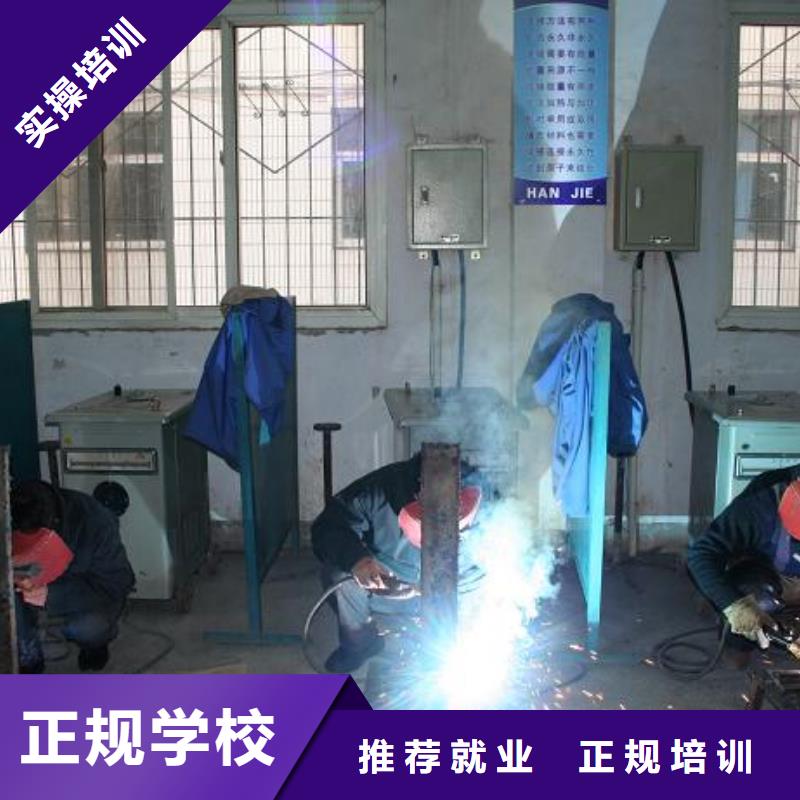
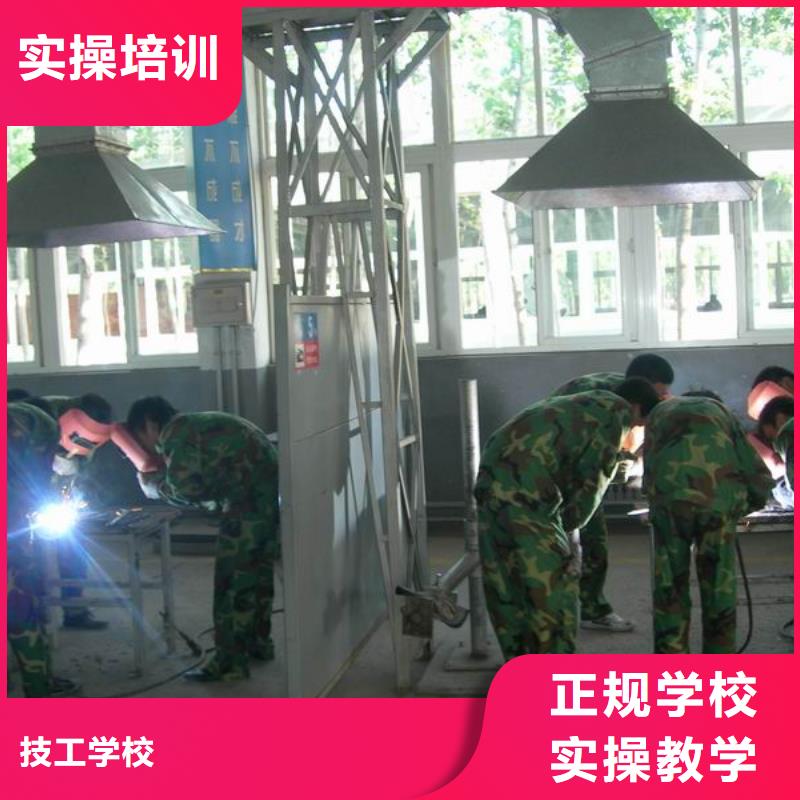
氬弧焊培訓專業 學制30天 學習平焊、角焊、立角焊、管對接、管板接等不銹鋼裝飾焊接、打磨、刨光表面處理技術。另學習鋁\銅橫焊的焊接技術。本階段完成后能夠獨常用的氬弧焊焊接工作。掌握焊接工藝及特點、氬弧焊工藝參數及特性、氬弧焊操作實訓、職業道德等。
氣焊專科(學期1個月) 學習氣焊的平焊、立焊、角焊、立解焊、管的滾動焊,管的橫焊,管的水平固定焊,管板的水平固定焊,管板的坐騎式焊接技術,并學習焊銅、焊鋁的技術。
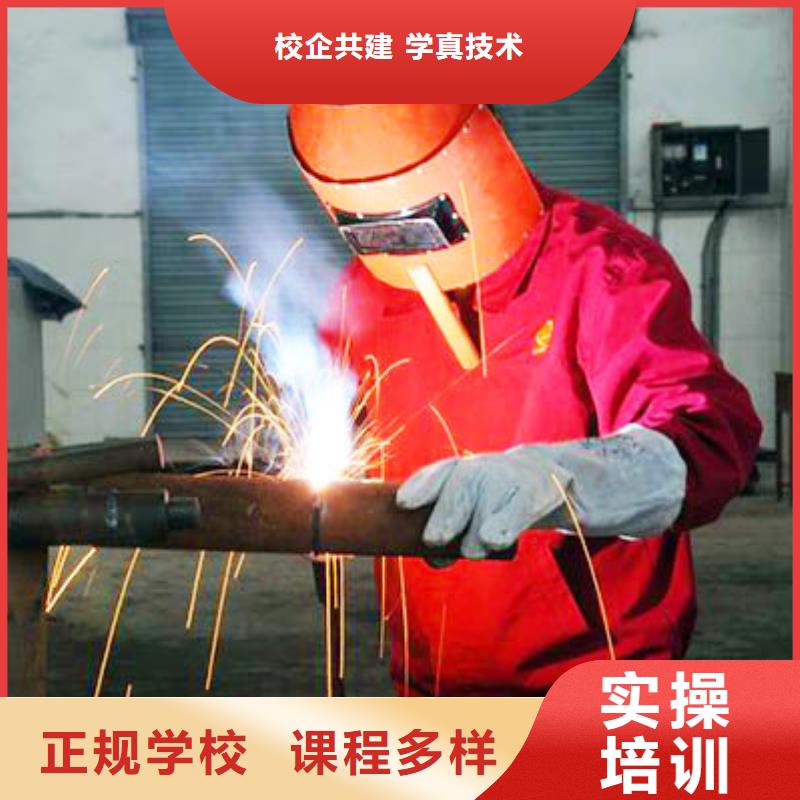
二氧化碳保護焊原理用外加氣體作為電弧介質并并保護電弧和焊接區的電弧焊稱為氣體保護焊,二氧化碳氣體保護焊利用CO2作為保護氣體的氣體保護焊簡稱CO2焊。二氧化碳氣體保護焊利用從噴嘴中噴出的二氧化碳氣體隔絕空氣保護熔池的一種先進的熔焊方法。
二氧化碳氣體保護焊屬活性氣體保護焊,可稱為MAG焊。
從噴嘴中噴出的二氧化碳氣體在高溫高分解為一氧化碳并放出氧氣。在焊接條件下二氧化碳和氧氣會使鐵和其它合金元素氧化。因此,在進行二氧化碳氣體保護焊時,必須采取措施,防止母材和焊絲中合金元素的燒損。
二氧化碳氣體保護焊特點
焊接成本低——其成本只有埋弧焊和手工電弧焊的40~50%;生產效率高——其生產率是手工電弧焊的1~4倍;操作簡便——明弧,對工件厚度不限,可進行全位置焊接而且可以向下焊接;焊縫抗裂性能高——焊縫低氫且含氮量也較少;焊后變形較小——角變形為千分之五,不平度只有千分之三;焊接飛濺小——當采用超低碳合金焊絲或藥芯焊絲,或在CO2中加入Ar,都可以降低焊接飛濺。
二氧化碳氣體保護焊焊接材料
(一)CO2氣體
CO2氣體的性質純CO2氣體是無色,略帶有酸味的氣體。密度為本1.97kg/m3,比空氣重。在常溫下把CO2氣體加壓至5~7Mpa時變為液體。常溫下液態CO2比較輕。在0℃,0.1Mpa時,1kg的液態CO2可產生509L的CO2氣體。

