以下是:激光切割機3000w激光切割機源頭廠源頭貨的產品參數
| 產品參數 |
|---|
| 產品價格 | 電儀/臺 |
|---|
| 發貨期限 | 3天 |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 供方支付 |
|---|
以下是:激光切割機3000w激光切割機源頭廠源頭貨的圖文視頻
激光切割機3000w激光切割機源頭廠源頭貨,華宇誠數控科技有限公司為您提供激光切割機3000w激光切割機源頭廠源頭貨,聯系人:,電話:18986290037、18986290037,QQ:1051088151,請聯系華宇誠數控科技有限公司,發貨地:武漢江夏區廟山工業園特1號發貨到云南省 臨滄市 臨翔區、鳳慶縣、云縣、永德縣、鎮康縣。 云南省,臨滄市 臨滄市地處橫斷山系怒山山脈南延部分,屬滇西縱谷區,亞熱帶低緯高原山地季風氣候,水資源豐富,是重要的水電能源基地,云南重要的蔗糖和酒業生產基地,居于世界茶樹和茶文化起源中心,是普洱茶原產地和滇紅茶、大葉種蒸青綠茶的誕生地、中國的紅茶生產基地和普洱茶原料基地、中國的澳洲堅果基地市。
為了給您提供更的激光切割機3000w激光切割機源頭廠源頭貨產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:激光切割機3000w激光切割機源頭廠源頭貨的圖文介紹
華宇誠數控科技有限公司每個員工堅持“ 云南臨滄大功率激光切割機質量鑄就品牌”的企業宗旨致力于企業核心競爭力,鑄造鮮明的企業文化,追求可持續發展 打造強勢品牌,實現科技富民,產業報國之宏愿。
對于 云南臨滄大功率激光切割機產品質量:我們要求精益求精!
對于服務:我們永遠用微笑對待每位客戶!
對于售后:我們用真誠的態度為每位客戶分擔!



激光切割機是現在市場上一種非常受歡迎的切割設備,由于其高精度、率、切割速度快等特點,廣泛應用于機械加工、船舶制造、五金模具、鈑金加工、健身器材等行業中,那么激光切割機的作用有哪些呢?下面就由武漢華宇誠數控科技有限公司為大家詳細介紹一下。
激光切割機的優勢
首先,使用激光切割機可以縮短加工時間,提高加工效率。因為在生產中,如果想要在一分鐘內完成一個零件的加工,那么就需要耗費大量的時間和精力。而激光切割機可以通過對工件進行切割,直接將工件的材料加工成所需要的形狀,減少加工時間。
其次,使用激光切割機還可以提高工作效率。現在市場上大部分的激光切割機都是應用于金屬材料切割行業的,而在金屬加工過程中都是需要切割金屬原材料才能完成的。如果想要快速完成所有切割工序,可以選擇激光切割機,限度的節省人工、縮短工件生產周期,提高工作效率。
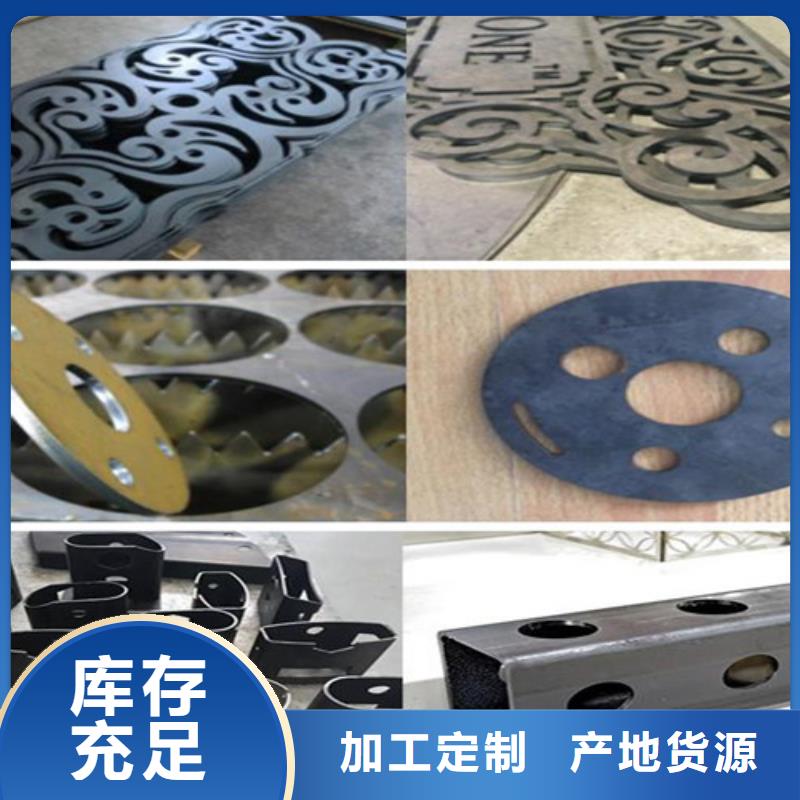
第三,使用激光切割機可以實現高質量加工。切割時激光束會聚焦成很小的光點,使焦點處達到很高的功率密度,材料很快加熱至氣化程度,蒸發形成孔洞。隨著光束與材料相對線性移動,使孔洞連續形成寬度很窄的切縫。使用激光切割的工件精度高、速度快、質量好、切割面光滑無毛刺。
,使用激光切割機還可以降低成本,金屬原材料的價格昂貴,采用傳統的金屬切割工藝,需要花費很多的人工和材料成本。還會產生較多的金屬廢料,增加耗損。使用激光切割機生產就可以降低材料成本,節省人工。
以上就是關于激光切割機作用的介紹。隨著社會不斷發展,工業生產也變得越來越自動化、智能化和自動化了。很多廠家為了工件的切割質量和效率,都選擇使用激光切割機進行生產。



激光切割機噴嘴可以輔助氣體快速噴出,可以有效地阻止熔漬等雜物往上反彈,進而可以保護聚焦鏡。同時它可以控制氣體擴散面積及大小,進而會影響到激光切割機的切割質量。與此同時噴嘴的孔徑大小會根據切割材料的厚度而有所不同。
一,切割薄板(3mm以下)時。選擇Φ1mm孔徑的噴嘴會比較細,而選擇Φ1.5mm孔徑的噴嘴會比較粗,而且轉角的地方會比較容易有容漬。
二,切割厚板(3mm以上)時。選擇Φ1mm孔徑的噴嘴使用時不太穩定。因為這時切割功率較高,相對散熱時間較長,相對切割時間也隨之增長,用Φ1mm孔 徑的噴嘴氣體擴散面積小,所以不太穩定,但基本上還是可以使用的。而選擇Φ1.5mm孔徑的噴嘴氣體擴散面積大,氣體流速較慢,所以切割時比較穩定。
三,切割10mm以上的板材時。目前一般選擇直徑2mm或2mm以上孔徑的噴嘴。
不過由于噴嘴的孔徑越大,對于聚焦鏡的保護作用越小。所以合理的選擇激光切割機噴嘴孔徑的大小,才能更有效地進行生產


數控激光切割機的幾種加工管材方法 常用的數控激光加工機床主要有2種形式:懸臂式和龍門式。懸臂式機床的特點是加工過程中,整個篩管不動,激光切割頭沿工件軸線方向做高速移動,切割效率高。機床懸臂為鋁合金板材焊接成的框架結構,強度和剛度高,可避免高速移動時運動慣量過大、光斑漂移等弊病:龍門式機床的特點是激光切割頭不動,篩管相對于激光切割頭進行同轉分度和沿軸線方向移動。機床整體剛度好,激光輸出穩定。由于篩管長商重,位移速度慢,裝卸難度也較大。復合篩管割縫加工常用的是懸臂式機床.
篩管割縫激光加工機床與常規板材數控激光切割機床相比的不同在于它的夾緊分度機構、篩管支撐和拖動裝置。夾緊分度機構主要完成加工過程中篩管的旋轉和周向定位,篩管支撐和拖動裝置主要完成篩管的拖動以及防止篩管的懸伸變形,通常需要用數控激光加工機床來進行加工的。
管材的布縫規律是:在軸向,各割縫以一定軸向距均布在篩管同一母線上,形成一列縫,整根篩管均布著幾十列割縫。
1.將管體裝在支架上,一端由旋轉定中器支撐,另一端由數控旋轉頭夾緊,保證管軸和機床x軸平行;
2.調整激光切割頭,使切割頭光軸位于過管軸的垂直面內,并使切割頭氣體噴嘴位于管體點處;
3.在機床Z向移動切割頭,使焦點位于穿孔位置上,并調整切割頭噴嘴與篩管表面的距離到預設值:
4.將篩管逆時針旋轉a角a等于梯形縫錐度的I/2),使縫隙的一個梯形面處于豎直位置,切割頭向左平移δ=(D/2)Sina-△(D為篩管外徑,△是一個工藝調整值,與篩管壁厚、激光輸出功率等有關),保證切割頭上噴嘴到篩管表面距離保持不變:
5.利用脈沖光在割縫端點打孔將篩管穿透,然后,激光由脈沖變為連續,焦點變化到切割位置,切割頭沿篩管軸線方向切割,加工出梯形縫的一個梯形面:
6.切割到設計縫長后。套管順時針旋轉2a角.切割頭向左平移2δ,然后沿回程切割出另一個梯形面,加工完成一條完整的梯形縫:7)按照同樣的操作,周向復始,便可完成整根篩管的加工。
管材激光切割采用以上介紹可以解決寬縫等多種技術難題,與傳統機械加工相比具有加工效率高、加工精度高、加工范圍廣等優點。



在云南省臨滄市采購激光切割機3000w激光切割機源頭廠源頭貨請認準華宇誠數控科技有限公司,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:-18986290037,QQ:1051088151,地址:江夏區廟山工業園特1號)。